ГБЦ(часть 6) прирезка седел и развертка направляющих — Лада 2105, 1.5 л., 1998 года на DRIVE2
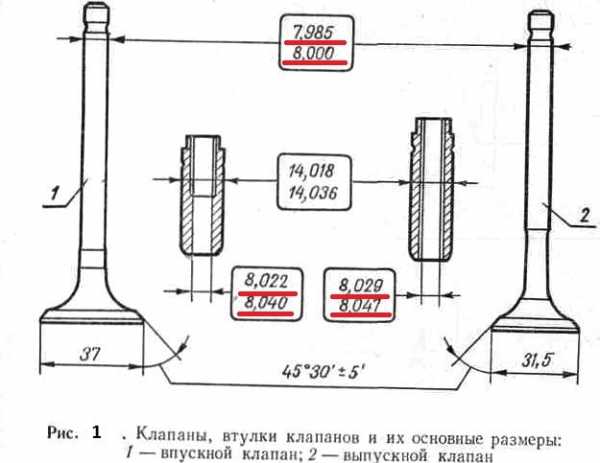
Перед прирезкой седел клапанов нужно разверткой расширить направляющие клапанов так, как при их запрессовке внутренний радиус деформировался, сжался. Разворачивать направляющие следует учитывая тепловой зазор между клапаном и направляющей. Он должен быть на впуске 0,022 — 0,040 мм, на выпуске 0,029 — 0,047 мм. Эта точность нужна для того, чтобы клапан не зажало при нагреве и он не залип. Также нельзя допустить его через мерного биения в направяющей. Замеряем ножки клапанов микрометром. Получается впуск 7,99 выпуск 7,98 Исходя из полученных цифр нам нужна развертка 8,020 мм чтоб добиться примерно 0,030 мм на впуске и 0,040 мм на выпуске.
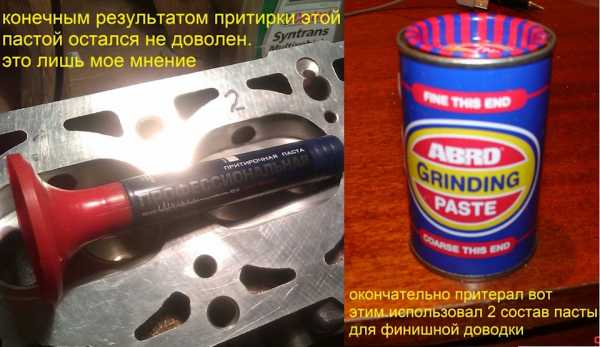
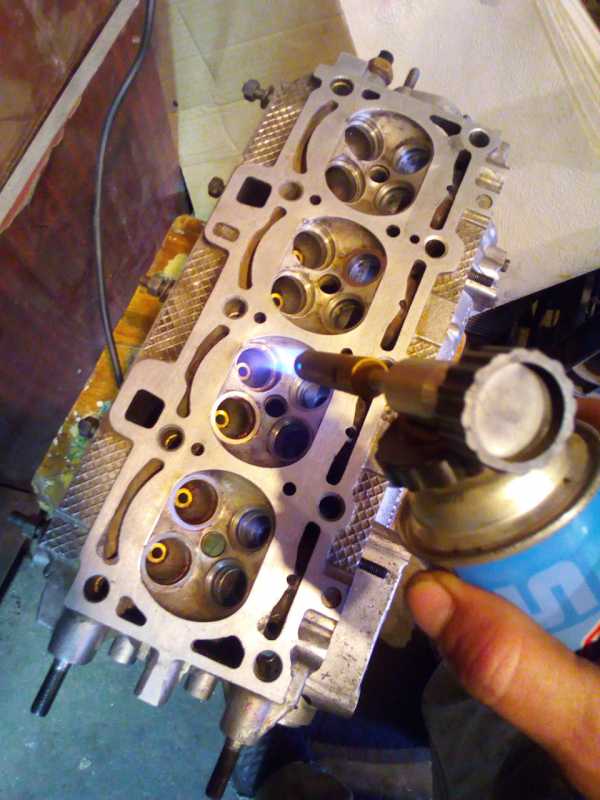
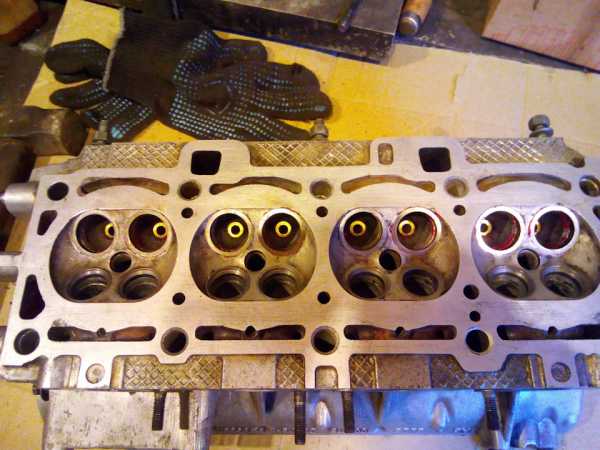
И идем искать развертку. Вот тут и ожидают интересные моменты. Убил на поиски 3 дня. Всегда используйте микрометр при покупке, просите у продавцов или носите с собой свой. В итоге приобрел 3 развертки все с обозначением 8 мм. Но при замере оказались 7,95 8,070 и 8,015 мм. Китайские развертки которые видел в магазинах врали аж на 2 десятые не то чтобы на сотки! Наша направляющая имеет после запрессовке по сути 2 размера. То место, что проходило обжим сузилось а верхняя часть на которую одевается маслосъемный колпачок осталось не тронутым. Вот с верхней нетронутой части и будем заходит разворачивать. Использовать развертку нужно очень аккуратно, стараться проходить весь размер строго вертикально, избегая биения по амплитуде вращения развертки. Иначе испортите направляющую. Развертка должна вращаясь опускаться вниз только под собственным весом. Нельзя нажимать, давить сверху на нее для ускорения процесса. Теперь можно прирезать седла клапанов.*Нювей* стоит космические цены, поэтому отпадает. Одолжил набор отечественных фрез(шарошек) для прирезания седел у знакомого. К сожалению направляющая ось *пилот* оказалась очень *поюзаной*. При вращение пальцами рук, чувствовались неровности. Ну и примерив ее в направляющих клапанов осевое биение оказалось большим. Пришлось обращаться к токарю с просьбой выточить с большой точностью новую ось для фрез.Процесс прирезки и притирки не буду описывать в интернете очень много этого материала. Единственное мало кто обращает внимание на то, что при притирке клапанов нужно избегать попадания притирочной пасты в процессе, на ножку клапана ну и соответственно в направляющую. У меня это происходило 3 раза. Сразу прекращал притирку вытирал насухо пасту и затем тащил ГБЦ в ванну и тщательно промывал направляющие. Чтобы не перепутать клапана обозначьте цифрами камеры сгорания и клапана после притирки.
Остался не очень доволен притирочной пастой 2 в 1 *профессионал*. Купил *абро* двух составов для начальной и финишной доводки (в 1 банке 2 пасты). И еще раз притер финишным составом. Риски по окружности седла получились гораздо меньше. P.S. Нашел интернете avtokluch-63.ru/p49195673…ravlyayuschih-vtulok.html нужные развертки. Так и называются *Развертки направляющих втулок клапанов ваз 2101-10*. Фото ниже, на мой взгляд самый оптимальный вариант. Набор из 2 разверток под впускные клапана (8.022мм) и выпускные (8,029мм). Огромный плюс этих разверток, то что они имеют в низу заходную часть, которая при прохождении задаст направление и при вращении развертки предотвратит ее колебания во втулке.
Полный размер
www.drive2.ru
Ремонт головы (начало). — Volkswagen Passat, 1.8 л., 1988 года на DRIVE2
В Вазовском магазине купил приспособу для выпрессовки/запрессовки направляющих клапанов. Удобная штука. ИМХО с ней меньше шансов накосячить, чем колотить кувалдой.
Приспособа.
Была немного доработана под чуть меньшие направляющие KRа. Гайку меньшего диаметра (которая используется при выпрессовке) немного проточил, чтобы она была меньше в диаметре чем внешний диаметр направляющих и не задирала посадочное место в головке. Гайку большого диаметра рассверлил таким образом, чтобы при запрессовке она упиралась в буртик направляющей, а не в торец.
Процесс выпрессовки.
Выпрессованая направляющая.
Голова была сошлифована на 0.12 мм.
Следующий шаг — запрессовка направляющих.Клапана VW больше вазовских, поэтому приспособа при запрессовке не упирается на седла клапанов, а проваливается внутрь канала. При этом не удается соблюсти соосность. Чтобы исправить ситуацию использовал шайбу необходимого диаметра.
Все направляющие на месте.
Следующий шаг — развертка. Для этого используем развертку на 7мм. Внимание! Развертки от ВАЗ2112 не подойдут, т.к. они на 2-3 сотки больше 7мм.
Далее правка седел клапанов. Для этого приобрел набор зенковок от того же ВАЗ2112.
Видно что седло обрабатывается не равномерно, т.к. нарушена соосность седла и направляющей. Т.е. при замене направляющих фрезеровка седла обязательна.
Вот так выглядит седло после обработки его фрезой 90 градусов
И подправлено фрезой 60 градусов.
А вот фреза для выпускных клапанов мне не подошла.
Из за особенностей камеры сгорания, ВАЗовская фреза задевала за края камеры. На имеющемся в моем гараже наждаке обточить фрезу не получилось. Сточил половину диска, а результата почти ноль (материал резцов оказался качественным). Фрезу мне сточили на специальном диске для заточки резцов.
Все седла правятся до примерно такого состояния. Центральная фаска должна быть ровной и шириной 2-3 мм.
Все седла подправлены.
To be continued …
www.drive2.ru
Точность ручной прирезки клапанов. — Audi A4, 1.8 л., 2000 года на DRIVE2
После поста об ручной правке, прирезки седел клапанов www.drive2.ru/l/529779612830400734/ у некоторых товарищей возникли вопросы в точности данной операции произведенной в ручном режиме. Доказывали в личной переписке что мол только на станке можно обеспечить нужную точность и чистоту обработки седла и выдержать нужный угол. Еще раз хочу сказать что это не так. Не только сказать но и показать :-)
Вот на днях делал одну голову и решил показать точность обработки ручным инструментом. Для этого я купил новый оригинальный клапан, под него буду прирезать изношенное седло. Если после прирезки седла, новый клапан БЕЗ притирки не будет протекать то прирезка полностью в размерах и допусках. Для демонстрации решил взять выпускной клапан, так как он имеет больший диаметр и на большем диаметре сложней выдержать размеры. Про прирезку писать не буду подробно, кому интересно почитайте первоисточник, на который дал ссылку.
Берем голову с изношенными направляющими и меняем их.
Далее разверткой развертываем в нужный размер.
И получаем вот такую прелесть :-)
Смотрим седла. Седла на твердую 3+, не идеал конечно но и до прогара еще далеко. Они все в микро кратерах и неровностях. Если б не замена направляющих то такое седло можно притереть «по сильней» и все. Но замена направляющих всегда дает небольшой уход оси а по сему прирезать необходимо.
Кто не знает то вот уход оси. На разных седлах по разному чуток. Притиркой это не убирается, хотя «гаражные дяди васи» на него плюют и притирают сурово дрелью. Это ничего хорошего не дает, за это руки отрывать надо…
Берем голову и на операционный стол ее.
Прирезаем седло. Для равномерности прижима шарошки давление передаем на нее через упорный подшипник. Вот так.
Вот так выглядят рядом прирезанное и не прирезанное седло.
Вот оно по крупней, красота :-)
Седло полностью соответствует заводскому размеру. Как это сделать я писал в прошлом посте.
Теперь берем новый оригинальный клапан. На всякий случай промерил, все ОК, в заводских размерах…
Отправляем его на место. НЕ притираем. Если геометрия седла в норме то новый заводской клапан не должен протекать.
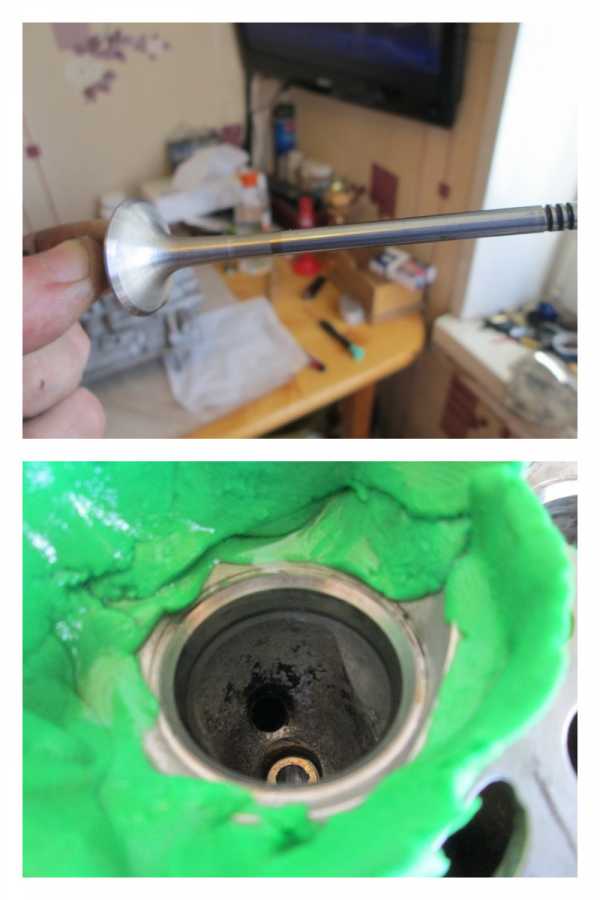
Строим «гнездо» из пластилина и заливаем керосином.
И смотрим. Я обычно всегда керосин выдерживаю 15 минут, дольше смысла нет. Как видим керосин не уходит, точнее ушел на насколько мм, это почему то под пластилином он вокруг сочился чуток, хоть и крепко прилепил вроде…
Вот он по шву чуток травил…
Отсасываем тщательно керосин шприцом, вынимаем клапан и смотрим. Все отлично. Клапан полностью сухой и колодец тоже. Значит геометрия седла в норме и соответствует заводским размерам. Вывод – Вручную можно легко и не принужденно обрабатывать седла в размер.
Ну а потом можно все в сборе проверить, тоже ОК все :-)
На этом все, ни гвоздя вам ни жезла :-)
www.drive2.ru
Установка седел клапанов своими силами — DRIVE2
Как оказалось не так то много информации по данной операции, своими силами. Было тысячи сомнений, получится или нет? ПОЛУЧИЛОСЬ! Потому решил поделится, как это происходило у меня! Может кому-то информация поможет сэкономить времени на эксперементы и придаст уверенности. У меня все происходило следующим образом: Ну во первых седла бывают разные. Стальные чугунные, латунные, металлокерамические и т.д. И скажем стальные не реально обработать зенковками, потому и заморачиваться не стоит, вам в мастерскую к фрезерному станку. А в моем случае чугуняки, которые после замены мы прирежем имеющимися зенковками. Выбивал я седла с помощью сварки это много описано в интернете. Хотя варить стальной клапан с чугуном еще та забава! Но худо-бедно выстучал! А пока закинул седла в морозильник и там они у меня ждали своего часа.
Полный размер
Предварительно поузнавал что нагрева на электроплитке достаточно.
Параметры плитки взял из интернета. Выбор разных температурных режимов показал, что плита при нагреве работает в одном режиме, потребляя при этом около 900 ватт (910-915 — вопреки заявленной мощности в 1000 ватт). По достижении выбранной температуры плитка отключается и переходит в режим ожидания. Затем, некоторое время спустя, включается снова. Температура основания плиты в различных режимах оказалась следующей: 5: 390—430 °C; 4: 285—325 °C; 3: 250—280 °C; 2: 170—180 °C; 1: 105—130 °C. Напоминаем, что это температура поверхности плитки, на которой ничего не стоит. Поскольку регулировка температурных режимов осуществляется плавно, допускается выбор промежуточных значений. При этих значениях на полной мощности головка нагревалась 40 мин. достигла температуры 90 град., после чего температура расти перестала. И так нагрели. Точнее подогрели! Бежим в морозильник за седлом
Полный размер
И бросаем его в емкость с сжиженным газом
(подробнее тут www.drive2.ru/b/542628505712592657/ ) Этого количества газа (на половинку высоты кольца) мне хватало на пару седел, потом приходилось подливать. Снимаем головку наставляем седло. Забиваем. Седло забилось довольно не охотно. Это меня насторожило . Начитался много страшилок, что после замены седел они любят выпадать. Озадачился и этим, и на всякий случай посадил на какой то специальный эпоксидный клей для металла.
Полный размер
И так. Я решил кроме плитки еще прогревать посадочное место. Время прогрева 5 мин.
И так я пришел к следующему алгоритму действий: Изначально Греем головку 40 мин. на плитке. Потом греем посадочное место 5 мин. бытовой газовой горелкой. Идем в морозильник за седлом. Бросаем его в газ для бОльшего охлаждения. Пока седло охлаждается мажем эпоксидкой посадочное место. И забиваем! Все зашло, как по маслу! Делаем все быстро, но без лишней суеты. Потом опять ставим головку на плитку, греем 5 мин горелкой за седлом, охлаждаем, мажем, забиваем! И так на каждое седло!
Полный размер
Все готово!
www.drive2.ru
Двигатель_Part4_ГБЦ_направляющие клапанов. — Volkswagen Golf Country, 1.8 л., 1990 года на DRIVE2
Головка блока цилиндров…Самое сложное было связано именно с ней. Все, что подлежит замене в ГБЦ, не укладывалось в параметры и подлежало замене… Но как определить что укладывается в параметры, а что не бьется. Пришлось закупать микрометры, причем не один, а три в итоге, для промера стержней клапанов, поршней и шеек коленвала. Идем дальше…Новые клапаны требуют также замены направляющих, которые в свою очередь необходимо прогнать через процедуру развертки. Далее нужно прошарошить седла клапанов… Ни шарошек, ни разверток на прилавках нашего города я не нашел! Пришлось заказывать на Украину и ждать, терпеть и заниматься другими, также немаловажными делами. Направляющие были куплены фирмы TRW. Среди прочих запчастей найдите направляющие :)
Выпрессовать направляющие не составляет труда. Для процедуры выпрессовки/запрессовки таки была найдена выколотка с дистанционной втулкой.
Идем дальше, запрессовка направляющих требует подготовительных работ: нагреть гбц, желательно в воде, так как вода обеспечивает равномерный прогрев металла. Направляющие же необходимо охладить. В идеале, когда есть жидкий азот, в нашем случае пришлось ночь выдерживать в морозилке. Это значительно снизит поверхностное натяжение соприкасающихся металлов…
ТБ, а именно перчатки представляют собой крайнюю необходимость при запрессовке, так как разность температур существенна. Быстро достаем направляющие с морозилки, окунаем в масла (не растительное )))) и при помощи выколотки запрессовываем направляющие до упора, который играет буртик на направляющей. При помощи супруги все проходит быстро и качественно!
Ну и производим развертку ранее приобретенными развертками. Удовольствие да и только, когда в руках качественный и удобный инструмент!
Пробег: 309 000 км
www.drive2.ru
Сообщества › Оснащение Гаража и Инструмент › Блог › Ещё одно приспособление для увеличения сечения седла клапана
Доброго всем времени ! Небольшое отступление от моей темы : Вот и набралось в нашей группе инструментальной оснастки гаражей более 10.000. участников ! Мне лично очень приятно и надеюсь участники являются единомышленниками данной группы ! Но всё же повторюсь- при таком количестве участников =очень мало тем связанных с инструментом и применением к авторемонту ! Да- очень много записей удалено из за обычного нарушения простейших правил которые прописаны в оглавлении сообщества ! Участники не читают правил абсолютно ! ПОЧЕМУ? Давайте будем всё же внимательно читать правила и создавать интересные для сообщества записи ! Очень надеюсь на взаимопонимание ! ******************************************************************************************** Теперь к теме ещё одного инструмента : Данное приспособление является очень неплохим помощником для тех кто не боится экспериментов и разными способами увеличивает мощность двигателя .Конкретнее для тех кто путём увеличения сечения седёл клапанов добивается этого !Смотрел в сети и сам неоднократно занимался портингом гбц, при помощи шаровых фрез и тд .Но вот само выпускное седло мне не очень понравилось разворачивать шаровой фрезой, решил это сделать развёрткой, но как то не нашел ничего габаритного на 27 мм или 28 мм под дрель или шуруповёрт, ну этот размер для вазов всех кроме 16 клапанных и змз 406х .Купил пару развёрток станочных с коническим хвостовиком 27 и 28 мм, в ручную как то не очень получалось, решил попробовать проточить или обточить ! Попробовал проточить так сказать место под дрель в токарном станке :на моё удивление сам хвостовик оказался абсолютно мягким, только ближе к режущей части закалённым .Но всё же удалось сделать из большого райбера маленький, удобный инструмент под любой шуруповёрт или дрель !Да -есть свои минусы в том что нет направляющего валика для центрации по седлу, но часто приходится это делать без направляющих втулок .Так что вполне сгодился для расточки седла !
На этом пока всё Спасибо за внимание !
Ждём от вас новых интересных записей !
Эта развёртка на 27 мм .
Это проточенная под дрель на 28 мм
Вот таким способом и расточил седло
www.drive2.ru
ГБЦ ФорМаш тюнинг. Ремонт — Лада 2107, 1.6 л., 2011 года на DRIVE2
Для ремонта бошки были закуплены следующие инструменты, приспособы и детальки:
— набор оправок для ремонта двигателя; — фрезы для прирезки седел; — развертка направляющих втулок 8.03; — клапана AMP спорт т-образные; — рокера пиленга новый комплект, ибо на старых разбило посадочные места под клапан; — направляющие SM 2101 — 2 комплекта, ибо скилл по запрессовке пришел не сразу) — маслосьемные колпачки кортеко. — динамометрический ключ Ombra 41-210 Нм.
Старые латунные направляющие я выбивал оправкой, новые чугунные морозил в морозилке, а посадочные места в голове грел термофеном, и быстренько запрессовывал их оправкой. После остывания всего этого дела клапана очень плотно входили во втулки, а некоторые не входили и вовсе, поэтому все втулки были развернуты разверткой, кстати она магнитная и собирает стружку на себя. После установки клапанов, само собой, были видны на просвет большие щели между клапаном и седлом, поэтому необходимо было заново прирезать седла под новые направляющие. Так как новые клапана в отличие от криво обточенных фор-машевских были т-образные с очень маленькой рабочей фаской, прирезка седел вылилась в большой фетиш. В итоге рабочую фаску седла я все таки вывел и притер их с помощью пасты, шланга и шуруповерта.
Чтобы быть уверенным во всем я засухарил клапана и пролил керосином, ну секунд 10 держали)
Перед установкой головы на двигатель, заново проверил перекрытие и оно совпало с предыдущим.
На этот раз я настроил валик в запаздывание на 3 градуса для валилова на верхах). Кстати, для справки, на инжекторном шкиве выступы идут ровно через 6 градусов)
Теперь фото:
В процессе выпрессовки — запрессовки
Клапана АМР и сравнение их с формашевской лажей:
Направляйки в каналах:
Развернутые направляющие
www.drive2.ru
➨ Этап 2 — Переборка ГБЦ — Audi 80, 1.6 л., 1985 года на DRIVE2
Работа кипит, а материал копится. Признаюсь честно, с трудом удалось уместить все желаемое в одном посте. Если краткость сестра таланта, то я видимо полная бездарность)
1. Замена направляющих втулок клапанов. Процесс собственно не хитрый. Выбиваются и запрессовываются бронзовые втулки достаточно легко. Необходимо лишь подобрать подходящие оправки. Для запрессовки в данном случае использовался болт под шестигранник с узкой головкой с приваренным к нему металлическим шкворнем. Несколько аккуратных но уверенных ударов увесистой кувалдой и втулка на месте, о чем свидетельствует последний удар со "звонкой отдачей". Внутренний диаметр втулок — 7.8мм. И после установки последовала подгонка с помощью развертки диаметром 8мм.
Справа налево, сверху вниз. 1 — Приспособление для запрессовки направляющей втулки. 2 — Сам процесс запрессовки. 3,4 — подгонка внутреннего диаметра втулок с помощью развертки 8мм.
Втулки на месте.
2. Фрезеровка ГБЦ по плоскости, зенковка седел, притирка клапанов.
Далее ГБЦ отправилась на фрезеровку по плоскости и зенковку седел в местную контору КВИДР.
Справились они только с половиной работы. К фрезеровке претензий нет. А вот с седлами накосячили. О трехгранной фаске мастер видимо вообще не слышал и нарезал одну широченную фаску углом в 45 градусов, да еще и эллипсом, так что клапаны притирались полумесяцем! Вдаваться в теорию я не буду, все уже сказано до меня. О правильной доработке ГБЦ, а также седел клапанов СОВЕТУЮ прочитать вот здесь А вот что мы имели после работы горе мастера.
Рабочая фаска шириной в 3мм это нонсенс!
Могло бы сойти за заготовку для дальнейшей обработки седла — нарезки фасок 30 и 60 градусов. Но соосность была нарушена и эллипс пришлось устранять Чем и занялся Алексеев Се
www.drive2.ru
Доработка ГБЦ 21213.Клапана, направляющие. Часть2 — Лада 4x4 3D, 1.8 л., 1996 года на DRIVE2
Всем привет. Работы над головкой продолжаются. Сразу говорю, что цель всей идеи, выжать с ГБЦ максимум, путем проб и ошибок… Пушу, о том, как продвигаются дела с нивкой, о постигших неудачах и сложностях, о их преодолении о достигнутых успехах. Цель :рассказать, как есть… Говорят, что дурной голове руки покоя не дают )))) Так и у меня, продолжил «секс» с направляющими клапанов. Отдал направляющие на нарезку канавки для стопорного кольца. Кольца снял со старых направляющих. Установил, конечно тяжело они садятся, жесткость у них не малая, но и точить втулки в виде конуса, для посадки самих колец не стал, лишних денег за мелочь платить не охото. Так же обрезал их по длине стандартных направляющих 42 впуск и 48 выпуск. Вот они втулочки.
Полный размер
Из умных книг докопался до истины, а именно, посадочное отвертсие в головке под направляющую втулку клапана, должно быть не 14.0 или 14.01, а 13.950-13.977 и того имеем, что втулка 14.05 при лучшем стечении обстоятельств, имеет преднатяг в 2 сотки-МАЛО. Горе продолжалось не долго, по совету мотористов начал поиски, вал-втулочного фиксатора Loctite 638 или DoneDeal, но поиски в моем городе не увенчались успехом. Интернет магазины автозапчастей тоже не выдавали информации по ним.А на рынках, предлагали анаэробный герметик., но не вал-втулочный фиксатор. В общем все было посажено на фиксатор резьбы, производства ABRO TL-371 неудаляемый.
Полный размер
ABRO TL-371
Конечно по химическому составу он наверное и отличается от вал-втулочных фиксаторов, но по тех характеристикам, уступает не многим, к примеру разобрать соединение можно лишь нагрев до 150 градусов, к тому же его задача в моей ситуации, избежать поднятия втулки в сторону тарелки, в сторону КС ее уже держат стопорные кольца. Естественно все это возможно и лишне, поскольку бронза имеет более высокий коэффициент расширения, нежели чугун, и преднатяг ей нужен куда меньше, исходя из этого, и ее фиксация будет куда надежней чугуна, но лучше перестраховаться. Запрессовку самих направляющих произвел недавно изготовленным инструментом Естественно посадочное отверстие почищено, торцевая часть где стопорное кольцо упирается пройдена крацовкой, все обезжирено