Ремонт шаровых опор полимером по методике sjr: как и зачем?
Главная » Ремонт » Ремонт шаровых опор полимером по методике sjr: как и зачем?
Каждый владелец собственного авто мечтает сэкономить на его обслуживании. Замена шаровых опор — одна из статей расхода, особенно с учётом наших дорог. А если конструкция подвески предполагает одновременную замену шаровой и рычага — вопрос встаёт в копеечку. В помощь водителям изобретена технология SJR — восстановление (ремонт) шаровых опор полимером.
Почему нужен ремонт шаровых опор
Рычаги подвески с помощью шаровых опор удерживают поворотный кулак со ступицей. Фактически это ось поворота колеса. Узел испытывает нагрузки со всех сторон и достаточно быстро изнашивается на неровной дороге. Люфт в шаровой опоре приводит к разболтанности подвески, и что более опасно — к неточностям в рулевом управлении. Критический износ может привести к разрушению опоры — и тогда у автомобиля банально отвалится колесо. Наверное, многие наблюдали подобную картину.
Конечно, колесо не всегда заваливается, особенно на иномарках, но ВАЗы этим страдают
Хорошо, если подобное случится на незагруженной дороге и малой скорости. А если на трассе и с высокой? Последствия могут быть печальными. Поэтому при появлении минимального люфта следует попытаться определить возможные неисправности шаровых опор.
Восстановление полимером по технологии SJR
Диагностика выявила опасный зазор между шаром и вкладышем опоры? Возникает дилемма: менять или восстанавливать. Опишем вкратце устройство шаровой опоры.
В зонах, отмеченных красным, износ максимален
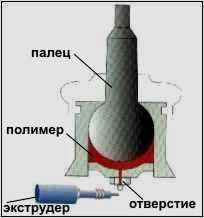
Узел состоит из двух частей, обоймы и поворотного шара. Между ними находится полимер, который демпфирует жёсткие удары и снижает трение между металлическими частями. Система работает по принципу суставной сумки в ногах человека. Именно этот полимер со временем изнашивается, и появляется опасный люфт.
Поскольку разобрать шаровую опору для замены вкладыша невозможно, остаётся одно — расплавить полимер и залить его внутрь. Это и есть суть метода sjr.
Полимеры для заливки могут быть разных видов
Во внешнем корпусе (обойме) шаровой опоры проделывается отверстие. Можно использовать готовый штуцер для пресс-маслёнки, если таковой имеется.
С помощью газовой горелки шаровая опора прогревается до температуры плавления полиамида.
Одновременно в специальном экструдере разогреваются заготовки (картриджи) из полиамида, аналогичного штатному.
С помощью экструдера под высоким давлением расплав впрыскивается в полость между обоймой и подвижным шаром. Причём заполняются все трещины, щели и выработки штатного вкладыша.
Полимер застывает, принимая форму зазора. Люфт устранён, шаровая опора восстановлена.
Преимущества данного способа:
Универсальность и ценовая доступность.
Компактность и мобильность оборудования.
Возможность применения как на небольшой СТО, так и в условиях собственного гаража.
Доступные расходные материалы.
Существуют ещё способы с применением стационарного оборудования. Технология ремонта близка к заводской, используемой при изготовлении новых шаровых опор. Стоимость ремонта приближается к цене нового узла, что делает процесс нерентабельным.
Что необходимо для проведения работ
Комплект эконом-класса изображён на фото:
Стоимость комплекта отобьётся лишь спустя время. На один раз его редко кто покупает — невыгодно
Самая важная часть комплекта — это экструдер. В нём происходит нагрев и формирование консистенции полиамида.
Переходные штуцеры, с помощью которых расплав под давлением заливается в шаровую опору.
Газовая горелка или строительный фен для разогрева шаровой опоры (если этого не сделать, полимер будет застывать при заливке, и 100% заполнения не будет).
Дистанционный термометр для контроля за нагревом.
Воздушный компрессор, создающий давление подпора воздуха для экструдера.
Более продвинутый вариант имеет поршень, создающий давление для экструдера без применения сжатого воздуха.
Как видно, разновидностей оборудования тоже множество
Нет необходимости покупать компрессор, но и сам комплект стоит дороже. Зато можно контролировать температуру нагрева с помощью собственного термометра (опять же, отпадает необходимость его приобретения). Газовая горелка или фен по-прежнему нужны для прогрева шаровой опоры перед заполнением.
Важно! Мобильный комплект позволяет выполнять работы прямо под днищем автомобиля, не снимая шаровой опоры. Однако делать это не рекомендуется, поскольку локальный нагрев с помощью горелки невозможен, есть опасность повредить тормозные шланги или резиновые пыльники. Поэтому не поленитесь демонтировать шаровую опору и проводите работы на верстаке.
Верстак обеспечит удобство и безопасность
Изготовление экструдера своими руками: подробно о сложном
При наличии домашней слесарной мастерской можно изготовить прибор самостоятельно, в крайнем случае стоит воспользоваться услугами токаря.
Необходимо сделать плотно подогнанные поршень и цилиндр. Диаметр 10–15 см, длины 20–30 см.
Деталь не должна быть слишком громоздкой
Уплотнительные кольца можно использовать из резины, но в большинстве случаев достаточно густой консистентной смазки.
Изготовьте уплотнительные кольца из качественной резины
С глухой стороны к цилиндру подсоединяется штуцер для подачи сжатого воздуха. Он снабжается шаровым краном.
Подцепите штуцер для нагнетения воздуха
В открытую часть воздушного цилиндра вкручивается переходник. Он оборудуется замком для фиксации цилиндра, в котором разогревается полимер.
Оборудуйте приспособление переходником
Цилиндр для полимера имеет меньшие размеры. За счёт разности в диаметрах давление при запрессовке полимера выше, чем подаваемое от компрессора.
Обратите внимание на пропорции цилиндра для полимера и самого корпуса экструдера
Иногда экструдер называют станком или стендом для восстановления.
Схема работы оборудования на видео
Восстановление шаровых с помощью самодельного экструдера
После сборки экструдера вам достаточно просто загрузить полимерный картридж в цилиндр и соединить его с подготовленным отверстием в шаровой опоре. Одновременно прогревая корпус шаровой и цилиндр с полиамидом, вы покачиваете палец шаровой опоры для равномерного проникновения расплава. После того как воздушный цилиндр в экструдере остановится, процесс считается оконченным. Дайте возможность застыть полимеру внутри детали, и можно устанавливать шаровую на автомобиль.
Заливка шаровых на Тойоте Королле: видео
Извлекать полиамид из цилиндра после проведения работ не требуется. Он снова расплавится при восстановлении следующей детали.
Изготовив такое приспособление, вы не только сможете экономить на обслуживании подвески, но и зарабатывать, предоставляя подобные услуги знакомым. Затраты на приобретение компонентов для экструдера окупаются после восстановления пары шаровых опор.
Оцените статью: Поделитесь с друзьями!
autoclub.su
Оборудование для ремонта шаровых опор по технологии SJR — obd2scan.ru на DRIVE2
Система безразборного ремонта шаровых соединений (восстановление шаровых опор) была разработана для восстановления передней подвески и рулевого управления всех типов транспортных средств, чтобы поддерживать тр. ср-во в работоспособном и легко управляемом состоянии. Применение системы можно считать новаторским, экономичным методом для владельцев тр.ср-в в выполнении программы тех.обслуживания и метод этот с легковых а/м переносится на большегрузные машины, военные машины, вездеходы и т.д.
Данная система была разработана, защищена авторскими правами и распространена в США. Данная система позволяет механику восстановить почти все рулевые тяги, наконечники, шаровые опоры, линки и т.д., входящие в систему рулевого управления и передней подвески больших и малых а/м и может использоваться почти во всех авторемонтных мастерских для восстановления не полностью изношенных узлов.
В узел впрыскивается специальный полимер, который поставляется в виде готовых стержней и состав которого разработан так, что он выдерживает высокое давление ( сила сжатия до 18 000 футов на 1 кв.дюйм ( 1 300 кг/кв.см. ), около 130 Мра и кручение 12 000 футов на 1 кв.дюйм ). Этот материал предназначен для поглощения динамического воздействия и трения, смазка на него не влияет, и он гарантирует пробег до 100 000 км. в США ( для легковых а/м ) или 6 мес. гарантии при условии полного ремонта подвески в России.
Расплавленный полимер впрыскивается в узел через смазочное отверстие ( если его нет, то отверстие сверлится и нарезается резьба для штуцера ) под высоким давлением ( 100 атм. ) при помощи специального устройства. После впрыскивания полимер становится идеальным вкладышем, обладающим способностью к высокому сжатию, свойствами смазки, а также поглощающий трение. На одном и том же узле можно производить ремонт неоднократно. После восстановления узел по качеству сопоставим с оригинальной запчастью.
Восстановление шаровых опор по системе SJR это прекрасное дополнение к услугам Вашего автосервиса!
Дополнительно для начала работы Вам потребуется: — Пневмокомпрессор (давление 8-10 атм, производительность не имеет значения – объем экструдера около 1 л) ; — Газовая горелка или термофен (температура нагрева 180-200 гр.Ц) ; — Оборудование для просверливания отверстия и нарезания резьбы М6 (требуется для некоторых шаровых) Приобрести Оборудование для ремонта шаровых опор можно в Краснодаре по адресу ул. Хакурате 12, оф 05. Или заказать с отправкой транспортной компанией по России на сайте www.obd2scan.ru Расходные полимеры есть всегда в наличии.
Полный размер
Полный размер
Полный размер
Полный размер
Полный размер
Полный размер
Наша страница на DRIVE2:
www.drive2.ru
SJR — крутая технология и фальшь — Volkswagen Passat, 1.8 л., 1999 года на DRIVE2
Всем привет) Может кто-то что-то знает о такой технологии как SJR восстановление шаровых без разбора, путем заправки его полимером? Интерестны реальные отзывы, ко-ко-ко типа хрень не пробовал и не хочу не интерестно. Имеется у меня такой портативный экструдер, изготовленный токарем, по всем правилам и даже с увеличенной силой давления на полимер.
Аналог типа этого, имеется полимер sjr который под давлением выделяет смазку, именно правильный полимер, есть тепловизор для поддержания необходимой температуры. И даже мои руки, которые не самые кривые) Уже был опыт работы с ним, делал шаровые на своей аудюхе, все зашло все работало, но катал не долго, т-к палец шаровой был крайне ржавенький и я просто не ждал пока он сточит полимер, а купил новые. Для тех кто не знает что это вот описание: Абсолютно любой человек, способный держать в руках хотя бы отвёртку, может купить оборудование и начать восстанавливать шаровые соединения — опоры, наконечники, маятники, и т.д. Благо предложений по оборуджованию на рынке хватает (см. картинки). Комплект как правило состоит из: — экструдера — пневматического цилиндра — комплекта форсунок-переходников — несколько штук расходных полимеров SJR — термокарандаш — диск с инструкциями Стоимость такого комплекта в зависимости от жадности продавца и комплектации 800-1000 у.е. Для работы ещё понадобится бытовой компрессор на 6-8 Атм, газовая горелка (если ее нет в комплекте), и всякая слесарная мелочь вроде свёрл, метчиков и т.п. Работает прибор так: Экструдер прикручивается к цилиндру, в него закладывается полимер. В шаровой сверлят входное отверстие, нарезают резьбу. В то же время к экструдеру через насадку присоединяют форсунку, на которую накручивают шаровую.Когда полимер расплавится, включают пневмоцилиндр, который через плунжер давит на расплав. Тот подо давлением попадает в форсунку, оттуда — в шаровую. Заполняя все полости, выработки и люфты, образует новый вкладыш. Вся хитрость в самом полимере: он держит нагрузки в РАЗЫ большие, нежели заводской материал вкладыша. Иными словами, получаем другой вкладыш — более совершенный, с улучшенными свойствами. В этом и кроется эффект восстановления, надёжности и высоких пробегов. Даже перегретый либо залитый "криво" полимер легко выхаживает обещанные ГАРАНТИЕЙ 30 тыс.км. В принципе, ничего сложного: если задаться целью, собрать прибор можно и самостоятельно, имея минимальные инженерные навыки. Экструдер выточит любой более-менее вменяемый токарь, пневмоцилиндр от грейферного экскаватора или как на фото №2 — тормозная камера от ЗиЛ-131, всё остальное покупается на хоз. рынке либо специализированных Интернет-магазинах Правда, работать он будет весьма условно — на то есть 2 причины: — слишком велико влияние человеческого фактора на результат работы — сплошная кинестетика, всё нужно чувствовать, а это приходит только с опытом; — полимер, используемый как сырьё для материала сухаря, имеет подлую привычку сохранять свои свойства только в узком интервале температур. Инымии словами — перегрев НЕДОПУСТИМ. Но, "если, конечно, вас не интересует результат" (с) М. Жванецкий В описанных станках полимер разогревается и расплавляется горелкой, что практически исключает возможность сколько-нибудь серъёзного контроля температуры. Единственным контрольно-измерительным прибором служит термокарандаш: нанесённые им риски меняют цвет при определённой температуре. Т.е. поддерживать нужную температуру можно только обладая навыками, а откуда они у начинающего? Тем более, нужно ещё параллельно греть саму шаровую опору, а руки всего 2…
Наше оборудование работает по тому же принципу, но несколько совершеннее. — Нагрев полимера на наших станках происходит специально разработанным электрическим нагревателем и контролируется электроникой с точностью до 0,1С. — Пневмопривод в наших станках выполнен на дорогущих пневмоцилиндрах SMC (Япония) либо Festo (Франция) — Оригинальная конструкция плунжера с системой распределениея усилий — Наличие пневматической схемы управления хода плунжера ( на элементах SMC, EVM) — Возможность регулировки усилия как на прямом, так и на обратном ходе поршня — Система безрезьбового крепления шаровой
Коллеги считают наши станки излишне сложными с лишними ненужными "наворотами". Надо заметить, что им таки удаётся получать стабильный результат и на их оборудовании, однако это как правило люди, не один год занимающиеся данным делом. Их мастерство в их руках, на наших же станках человеческий фактор сведён к минимуму. Избавиться от него полностью невозможно.
Жду ваших комментариев, спасибо за просмотр) Ставим пальчики вверх, вам не сложно мне приятно)
www.drive2.ru
Восстановление шаровых опор — Audi A4, 1.6 л., 1999 года на DRIVE2
Не углубляясь в истоки и суть проблемы, всё же скажу, что особенно остро она волнует владельцев пресловутой, так называемой, «VAGовской многорычажки».
В сети, тем не менее, можно найти кучу способов реставрации оных узлов, однако не каждый рычаг можно вернуть к жизни «дедовским методом»
при помощи токаря дяди Васи и фторопластового вкладыша. Плюс ко всему в нашем конкретном случае нужен аргон и т.д. и т.п.
Есть еще конечно классный на мой взгляд способ внедрения во внутрь шаровой/наконечника расплава какого-нибудь полимера. Вот примеры
Их, полимеров, поверьте множество узнать их природу и характеристики поможет интернет поисковик. Довольно часто кстати, конторы, занимающиеся этим видом деятельности, используют вот это чудо великой химии. ru.wikipedia.org/wiki/%CA%E0%EF%F0%EE%EB%EE%ED О чём в рекламных статьях говорится открыто. Т.е. я так понимаю коммерческой тайны в этом нет. Вся сложность этого метода, для повторения в гаражных условиях, заключается в изготовлении некоего приспособления, способного этот самый горячий расплав подать в узел быстро и обязательно под давлением… Вот именно этим я недавно и заморочился, отчаявшись в очередной раз перетряхивать передок.
И заморочился, как позже выяснилось, на мой взгляд не зря. Конструкция пришла мне в голову простая как молоток. Это две соединительные гаики с резьбой Мх12 сваренные торцами друг к другу (это наш цилиндр) и болт той же резьбы и диаметра достаточной длинны, выполняющий роль поршня. Дополнить этот получившийся винтовой шприц необходимо съёмным наконечником представляющим собой по сути, как ни странно, тоже болт Мх6 просверленный вдоль оси вращения сверлом D=3мм. Ну а дальше я думаю многие догадались как и что ))
В корпусе изношенной шаровой/рычага сверлим отверстие D=5мм, сверлим прям до шара и нарезаем коротким метчиком в нём резьбу Мх6. Далее используя что-тот вроде бензина/керосина и медицинской груши ( я использовал обычный сольвент) промываем через полученное отверстие внутреннюю полость от смазки, грязи и прочей чепухи, не забыв предварительно снять старый пыльник или его остатки. Процесс прямо скажу не быстрый, но экономить на нём время не рекомендую, скажу так — нужна максимальная чистота рабочей полости.
Теперь, заряжаем наш шприц предварительно купленным в одном множества из интернет — магазинов материалом.(цена не велика) Я заказал и купил капролон в виде цилиндрической болванки D=50мм и поэтому мне пришлось его измельчать, что оказалось кстати не так просто( пилил ножовкой по металлу, кусал кусачками, точил напильником, даже на кухонной тёрке тёр ))))
Ну вот материал измельчён, шприц заряжаем по полной, периодически затягивая болт и тем самым трамбуя начинку внутри. Рычаг наш уже промыт и высушен. Заполненный материалом шприц соединяем посредством резьбы с рычагом. Далее греем горелкой шприц, палец шаровой, и немного её корпус. Убедившись, что материал расплавлен, кривым воротком, трещёткой. да чем угодно быстро заворачиваем болт до упора, тем самым заполняя капролоном пустоты рабочей полости. Успешным результатом будет являться видимое появление нового материала в зазорах между шаром и старым сухарем в месте где раньше был пыльник т.е. внизу. Далее остужаем сию конструкцию, я делал это водой. Собственно говоря на этом всё, дело за новыми сайлентами и пыльником.
Несколько важных моментов, которые не освещал в основном тексте, дабы его не перегружать. 1.Наконечник шприца рекомендую сделать съемным и заворачивать его на фумку, дабы потом легко его скрутив, прогнать наш цилиндр метчиком, и тем самым очистить от остатков полимера. 2.Необходимую температуру нагрева я определял кусочком того же капролона, когда он начинал плавиться о цилиндр я грел ещё немного и начинал лить (пирометра у меня нет ))) 3.Перед тем как "мучать" свои родные рычаги, настоятельно рекомендую отработать навык, пару раз, на точно уже не нужных шаровых ( к примеру от классики). Лишним это не будет! 4.И теперь о самом капролоне. Изучая ассортимент интернет-магазинов торгующих подобными вещами, наверняка кто-то обратит внимание на различные модификации этого материала я имею ввиду различные наполнители такие как графит, масло и т.д. Я не рассматривал подобные варианты, по причине того, что нет достоверной информации о том, как они плавятся и сохраняют ли свои чудо-свойства при переходе из одних агрегатных состояний в другие.
P.S. Я буду рад, если мой опыт принесет кому-то пользу. А ещё хочу попросить людей последующих моему примеру – делитесь своими успехами, мыслями в постах к этой теме. Кто и как подобное повторял, ну и разумеется интересно будет испытание реальным временем и дорогами. Мой пробег на данный момент 1ккм — пока всё хорошо. Мир всем.
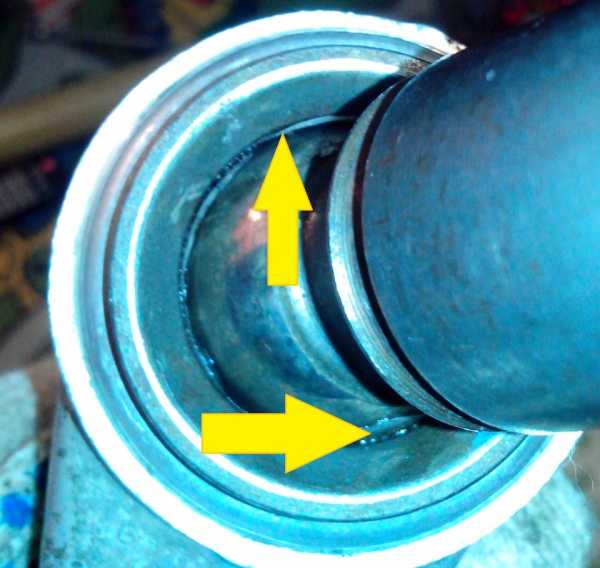
Стрелками показал выступившие излишки полимера. Их удаляем.
Картина после обработки. Отверстие глушил коротким болтом.
<img src=
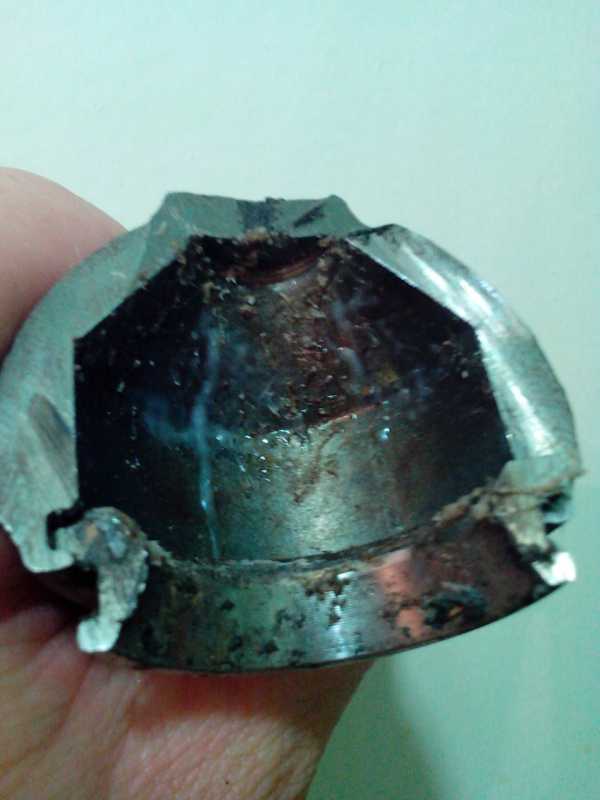
Пробная попытка. Рулевой наконечник M-Benz. Оговорюсь сразу, для пробы лил обычный пластик для термоклеющего пистолета. Тем не менее на фото видно ручейки пластика застывшие в месте швов сухаря, а в целом на металле следы пластика расплавившегося при резке наконечника шлифой.
Вторая половинка наконечника. Наблюдаем заполненные пластиком прорези в сухаре.
www.drive2.ru
Как провести восстановление шаровых опор своими руками
Случается, что отреставрированная шаровая опора своими руками, может прослужить дольше, чем дешевые дубликаты. Замену этого узла сможет осуществить даже начинающий автолюбитель.
Главными врагами шаровой всегда были вода и грязь. Попасть на соединения они могут только в случае износа пыльника — резинового чехла, который служит защитой шарнира от внешних воздействий. Он либо изнашивается во время эксплуатации (высыхает, трескается), либо может быть повреждён механически (например, во время ремонта подвески).
Срок работы шаровой опоры варьируется от 15 тыс. км до 120. Показатель зависит от условий эксплуатации авто и состояния защитного пыльника.
Конструкция шаровой опоры достаточно прочная, может ходить долгие тысячи километров. Однако со временем изнашивается полимерный вкладыш. Это единственное уязвимое место. Именно он принимает на себя, основную нагрузку от неровных дорог.
Усугубляет ситуацию порванный пыльник, когда он рвется — внутрь поступает грязь, пыль, песок и т.д. Все это начинает работать как «наждачная бумага», металлический шар (пальца), начинает стирать полимерную вставку.
То есть износу подвергаются всего два основных части – вставка из полимера и резиновый (силиконовый) пыльник – именно их и нужно восстановить.
Хочется отметить, что в совсем запущенных моментах, когда вкладыш стерся до основания, страдает и сам «металлический шар» ведь он начинает тереться об металл стенок корпуса. Но это совсем запущенный случай.
Если вы не перешли на ссылку вверху и не прочитали, здесь немного напомню про строение. Нужно понимать, что шаровая опора служит для подвижного соединения, которое может вращаться, то есть движение сразу в нескольких плоскостях. В автомобилях применяется в основном в передней подвеске, для поворота передних колес.
ИТАК:
Есть цилиндрический корпус.
Полимерный вкладыш, который в него погружается.
Металлический палец или «шар» или стержень, названий много. С одно стороны имеет сферический элемент, с другой стороны стержень с резьбой.
Пыльник, защищает конструкцию от проникновения пыли и грязи.
Прижимная пружина или вообще дно. Кстати иногда ее нет, если опора не разборная.
Вот так вот бегло, но нам это нужно для того чтобы понять как производить восстановление.
Сделать это можно, но сложно. Потребуется специальное оборудование и полимер (фторопласт). Принцип такой мы просто высверливаем в дне шаровой отверстие, дальше нарезаем резьбу, чтобы можно было закрутить специальный металлический «приемник».
В эту резьбу закручивается «трубка – приемник» от специального пресса (экструдера), который подает расплавленный фторопласт под давлением. Нужно отметить, что он расплавляется при температурах в 170 – 200 градусов Цельсия.
Затем нагреваем трубку, обычно и сам пресс с «жидкой массой». Внутри шаровой фторопласт также расплавляется + смешивается с массой которая поступает через трубку, происходит процесс под давлением в 2 атмосферы.
После заполнения трубка отсоединяется, пресс с полимером убирают. Полимер застывает и образует монолит, который обволакивает «шарик» все стуки и вибрации проходят – ведь разбитое место заполнилось полимером. В отверстие, которое было просверлено, закручивается специальный клапан или «тавотница».
После такого ремонта шаровая опора может ходить очень долго, иногда даже не меньше чем новая. Смотрим подробное видео.
Однако стоит отметить – если пыльник прорван и очень много всякой грязи попало внутрь «шарика», то стоит вначале отчистить его, иначе износ будет очень большой. Отчистка должна быть до зеркала.
Также полезное видео.
Вот собственно и все. В заключении хочется сказать, что если есть возможность поменять и поставить новую оригинальную опору лучше его сделать. Ведь новая, подчеркиваю ОРИГИНАЛЬНАЯ (не Китай), всегда будет лучше, чем восстановленная. Ее вам хватит на многие тысячи километров.
В продаже имеются готовые стержни, наполненные жидким полимером для восстановления шаровых опор своими руками. Полимерный состав специально разработан для узлов с повышенной нагрузкой. Он выдерживает давление свыше 1000 кг/см 2 и гасит трение. Не подвержен влиянию смазочных материалов. Обеспечивает восстановление шаровой опоры и её эксплуатацию ещё около 100 000 км пробега. Использовать такой способ ремонта можно несколько раз.
Технология этого метода довольно проста. С помощью экструдера с пневматическим усилием полимер впрыскивается через специальное отверстие в корпус узла. Он заполняет пустоты внутри, полностью повторяет контур пальца опоры и принимает на себя все нагрузки.
Чтобы правильно выполнить работы по восстановлению шаровой опоры, необходимо воспользоваться станком. Он предназначен для измерения температуры полимера и правильной его подачи в корпус шаровой.
Стандартный станок для восстановления шаровых опор состоит:
из блока управления;
экструдера;
компрессора;
пневмоцилиндра;
термокарандаша;
нескольких форсунок-переходников;
полимера.
Экструдер с полимером внутри прикручивают к пневмоцилиндру. В изношенной опоре делают резьбовое отверстие и вставляют в него форсунку-переходник необходимого размера, которую соединяют с экструдером насадкой.
После того как полимерный материал становится мягким, запускают пневмоцилиндр, который выдавливает его через плунжер и форсунку в опору. В случае когда материал залит неправильно, шаровая прослужит ещё около 30 000 км пробега.
Стоит учесть, что перегрев полимерного материала лишает его всех необходимых свойств. Поэтому стоит внимательно читать прилагаемую к нему инструкцию и следить за температурным режимом по показаниям станка.
Оборудование для восстановления шаровых опор можно сконструировать самостоятельно: экструдер изготовить на токарном станке, а остальные части купить в магазине хозяйственных товаров.
Единственная причина, по которой эта технология не может быть использована, — это коррозия и механические повреждения самой металлической конструкции. В этом случае никакому восстановлению шаровая опора не подлежит и, соответственно, дальнейшей эксплуатации тоже.
Случается, что отреставрированная шаровая опора своими руками, может прослужить дольше, чем дешевые дубликаты. Замену этого узла сможет осуществить даже начинающий автолюбитель.
Электродрель с большим патроном (чтобы можно было зажать в него палец для шлифовки шара наждачной бумагой).
Слесарные тисы.
Сварочный аппарат (лучше полуавтомат).
Компрессор.
Реставрация опор может происходить двумя способами:
Переделывание неразборного шарнира в разборный, шлифовка шара пальца и замена вкладышей.
Ремонт за счет нагнетания размягченной пластмассы в зазор между шаром и корпусом применяя экструдер.
Конечно, не стоит закупать оборудование для разового ремонта, но простейший экструдер можно быстро сделать своими руками из старого главного тормозного цилиндра, приладив к нему рычаг для надавливания на поршень. Подогревать его для размягчения пластмассы можно горелкой или паяльной лампой.
Проведение работ
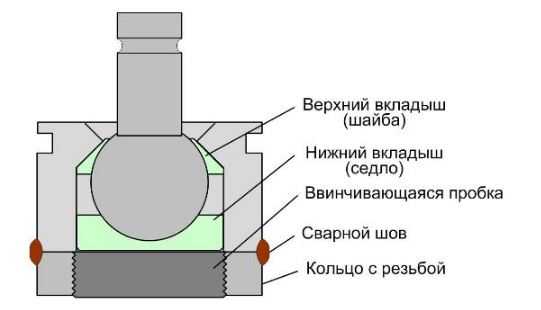
Ремонт и восстановление первым способом начинается с разборки опор. Для разборки корпуса сваренного из двух чашек, нужно высверлить на одной из чашек точки сварки и разделить чашки при помощи зубила и молотка. На корпусе со вставленным донцем, при помощи наждака или болгарки стачивают развальцованные края, и ударом молотка в торец пальца выбивают дно. В корпус из двух чашек вставляется вкладыш с пальцем, половинки прижимаются друг к другу и делается несколько прихваток сваркой, стараясь не перегреть вкладыш. У корпуса с вынутым дном измерьте наружный и внутренний диаметр и изготовьте стальное кольцо в соответствии с этими размерами высотой около 10 мм с резьбой внутри и пробкой, ввинчивающейся в него. Приварите кольцо к корпусу, остудите, вставите вкладыш с пальцем в корпус ввинтите пробку, подожмите ей вкладыш, просверлите в кольце отверстие Ø 2 мм вплотную к пробке и зашплинтуйте.
Ремонт и восстановление своими руками вторым способом обычно проходит без разборки узла.
В дне корпуса сверлят отверстие диаметром около 6 мм, его размер зависит от того какой экструдер вам доступен. Зазор между шаром и вкладышам очищается от грязи и продувается сжатым воздухом от песка и стружки. Через просверленное в днище отверстие используя экструдер в зазор между шаром пальца и корпусом, нагнетается размягченная пластмасса. Дайте ей остыть и ремонт готов. Недостатком этого способа является то что вы не видите сохранилась ли геометрия шара и не можете отшлифовать его, убрав следы коррозии, поэтому результаты восстановления будут недолговечны.
Разумеется нет, это напрямую связано с безопасностью.
При расчленении шаровой опоры колесо подламывается и блокируется его вращение. Автомобиль моментально уходит с траектории. Последствия могут быть фатальными.
Передвижение с люфтом в шаровой опоре приводит к нарушению управляемости. В нужный момент вы можете не успеть совершить манёвр.
При первых признаках износа этих узлов необходимо пройти диагностику подвески.
Таким образом, определив симптомы неисправности, делают выводы о ремонтопригодности детали. После выявления критического износа шаровые необходимо менять. Однако их стоимость достаточно высока, особенно если они составляют одно целое с рычагом подвески. Поэтому многие автолюбители предпочитают производить ремонт.
Важно знать! После ремонта шаровая не восстанавливается до состояния новой детали. Срок службы будет меньше. Но за безопасность эксплуатации можно не беспокоиться.
Способов восстановления достаточно много. Достаточно популярным является метод ремонта по технологии sjr, когда в полость между обоймой и шаром закачивается расплавленный полимер.
Мы же рассмотрим ремонт с разборкой этого узла.
Для понимания механизма работы опоры осмотрите на схему:
Нередко проблема возникает из-за поврежждения пыльника, а не самого металла
Износу подлежит лишь полимерный вкладыш. Именно при его истирании появляется люфт. Если продолжать ездить с разболтанной шаровой опорой, верхняя часть цилиндра также разбивается, и тогда палец может вылететь из обоймы.
Вкладыши продаются в автомагазинах в качестве расходных материалов. Если ваша шаровая опора разборная, можно легко вытащить дно и заменить полимер внутри изделия.
Расходники могут продаваться в магазине по более приемлемой цене, чем покупка новой запчасти
Глухая часть корпуса опоры делается съёмной. При этом вы многократно можете менять пластиковые вкладыши, каждый раз восстанавливая работоспособность опоры. Съёмное дно позволяет производить профилактический осмотр, не снимая шаровую опору с подвески.
Заглушка: делаем своими руками
В донышке высверливается отверстие размером с шар пальца (с небольшим зазором, разумеется). Высверливается — сказано условно. Необходим фрезерный станок. Не бойтесь при расточке повредить пластиковый вкладыш, всё равно вы будете его менять. Внутри нарезается резьба. Это достаточно сложная процедура из-за большого диаметра. Но в любом инструментальном цеху вам выполнят такую работу за символическую плату.
Доверьте работу профессионалам, если сами им не являетесь
Затем под это отверстие изготавливается заглушка с резьбой, повторяющая форму штатного донышка.
Совет: Для точного изготовления заглушки используйте две шаровые опоры. С одной срежьте донышко с помощью болгарки и используйте как образец формы.
На изготовленном донышке вы должны нарезать шлицы для ключа, иначе невозможно будет прочно затянуть ремонтный узел.
Производите замену на чистой поверхности, иначе смысл работы теряется
Теперь для ремонта достаточно будет выкрутить заглушку, извлечь палец (проверив его геометрию) и заменить пластиковые вкладыши.
Важно! Необходимо обеспечить законтривание резьбы, иначе донышко может открутиться в процессе эксплуатации.
Ремонтный стакан: всё гениальное просто
Принцип такой же, как и в первом случае — изготовить сменное дно. Только исполнение отличается. Если дно опоры слишком тонкое для изготовления полноценного резьбового соединения, необходимо изготовить ремонтный стакан. Он вытачивается на токарном станке из стального круга подходящего диаметра. В донышке стакана вытачивается всё то же отверстие и нарезается резьба. И наконец — изготавливается опорное сменное донышко.
Затем с шаровой опоры срезается дно цилиндра с помощью болгарки или ножовки по металлу. На его место наваривается ремонтный стакан. Способ более трудоёмкий, зато не допускает нагрева пальца в процессе демонтажа.
Схема изготовления варианта изделия
Дальнейшая эксплуатация по той же схеме: при появлении люфта выкручиваем ремонтную заглушку, извлекаем палец, меняем пластиковые вкладыши.
Сварка как альтернатива замене
Самый быстрый вариант восстановления шаровой опоры. Задняя (опорная) часть цилиндра просто срезается. Способ не имеет значения — можно ножовкой, можно болгаркой, всё равно впоследствии будет температурное воздействие.
Получив доступ к полости цилиндра, можно менять полимерные вкладыши.
Важно! Перед установкой новых вкладышей обязательно удалите заусенцы, образованные при распиле. Рваные края металла быстро расколют вкладыши при эксплуатации.
После установки новых вкладышей донышко аккуратно приваривается. При этом надо скомпенсировать толщиной шва выработку металла, образованную при распиле. Обычно это 1,5–2 мм.
Сварка — один из самых кропотливых вариантов
Важно! Используйте такой способ сварки, при котором температурное воздействие минимально. Полимерный вкладыш внутри может нагреться до температуры плавления. Поэтому до полного остывания не следует прилагать к пальцу никаких нагрузок во избежание деформации вкладыша.
Развальцовка как способ ремонта
Эта технология требует наличия профессионального оборудования, поэтому развальцевать шаровую в гаражных условиях невозможно. Вырезается обжимное кольцо по диаметру шара пальца.
Токарные работы и тут найдут своё место
Посадочное место и шар очищаются от грязи, шлифуются. Подбираются или вытачиваются из капролона новые вкладыши и обжимное кольцо.
Бывает, что капролона нет в наличии, но заменять его сталью не рекомендуют. Лучше один раз потратится на этот материал, чем производить замену чаще, чем могло быть
После сборки обжимное кольцо впрессовывается и завальцовывается на прессе. При обжиме используются специальные вкладыши-обоймы по диаметру кольца.
Резьбовая заглушка выглядит предпочтительнее, поскольку нет температурного воздействия на опору. Однако для такого способа требуется толстое дно, что не всегда присутствует на компактных деталях.
Стакан с резьбой — золотая середина. Сварка происходит без воздействия на пластик, однако прочностные характеристики металла ухудшаются.
Сварка — самый простой, но малоэффективный способ. После обработки высокой температурой новые полимерные вставки теряют свойства и срок их эксплуатации снижается.
Развальцовка — идеальный с точки зрения качества способ. Вы получаете фактически новую шаровую опору, изготовленную по заводским технологиям. Однако в домашних условиях такая методика не работает.
Консультации от практика на видео
А технологии восстановления собственно две — или внутрь чего-то залить, сняв чехол, или разобрать полностью шаровую, выпрессовав дно. Заодно масленку вворачивали. Либо просто на прессе обжимали внешнюю часть. Но чаще-то всего шаровая умирает от порванного чехла, потом внутрь набивается грязь, песок, вода, стачивая и втулки, и железо, и шар. Так что далеко не каждую шаровую можно восстановить. И не суть важно, как восстанавливать, залить или разобрать, главное чтобы в принципе можно было.
mogui
Я ездил на восстановленных шаровых и рулевых года два, ничего плохого не скажу, правда и хорошего тоже… Владелец СТО (по его словам) себе сразу восстанавливает даже новые запчасти, говорит — восстановленные держатся дольше… Я привык выводы делать исходя из понимания процесса, а как можно восстановить с виду неразборную деталь, мне непонятно… СТОшники говорят: палец вынимается, износ пальца токарят, потом полируется и заливается пластиком.
Zhornic
Откровенно ржавые заливать не имеет смысла, так как геометрия пальца уже будет слишком нарушена, что приведет к неправильной форме залитого полимера, ну и все вытекающие от этого.
ArxivatoR
Приведите примеры ДТП, которые произошли по вине восстановленных шаровых, а не из-за соблюдения дистанции или скоростного режима, например. Сам занимаюсь ремонтом, видел много восстановленных деталей, есть постоянные клиенты, которые отъездили на восстановленных больше 50 тыс. и отлично, главное — вовремя восстановить! А если вы боитесь за свою жизнь, то покупайте новые авто, а не хлам, который в Европе уже в утиль отправляют, и соблюдайте ВСЕ правила дорожного движения. P.S.: То что вы купили новую запчасть, не значит, что она хорошая, особенно на наших рынках. Новая новой рознь.
maleid
Чтобы принять решение, как ремонтировать подвеску — просто посчитайте стоимость восстановления. В каких-то случаях есть смысл купить новый узел, иногда ремонт будет рентабельнее. В любом случае разнообразие возможностей даёт шанс сэкономить.
Кол-во блоков: 15 | Общее кол-во символов: 17482 Количество использованных доноров: 4 Информация по каждому донору:
http://autoclub.su/vosstanovlenie-sharovyx-opor-svoimi-rukami/: использовано 2 блоков из 6, кол-во символов 4793 (27%)
https://filicheta2.ru/hozyaystvennoe-pravo/vosstanovit-sharovuyu-oporu-svoimi-rukami.html: использовано 5 блоков из 17, кол-во символов 6653 (38%)
http://AutoLirika.ru/remont/vosstanavlivaem-sharovuyu-oporu-svoimi-rukami.html: использовано 2 блоков из 6, кол-во символов 2541 (15%)
http://avto-blogger.ru/podav/vosstanovlenie-sharovoj-opory.html: использовано 3 блоков из 5, кол-во символов 3495 (20%)
tpspribor.ru
Станок для восстановления шаровых опор своими руками
Содержание статьи:
Шаровые опоры не позволяют передним колесам автомобиля вывернуться наружу, удерживая их в вертикальном положении. Опоры все время выдерживают огромные нагрузки, поэтому менять их приходится достаточно часто. Причем у некоторых моделей, их можно заменить только вместе с рычагом управления, а это дорогостоящая и сложная процедура. Существует технология восстановления опор, которая экономит средства автовладельцам и даже станки, которые делают своими руками народные умельцы.
Устройство шаровой опоры
устройство шаровой опоры
Шаровая опора является элементом передней подвески, несущим основную нагрузку. Она может быть нижней и верхней. Основная часть — это палец с круглой головкой. Головка заключена в грязезащитный чехол со смазкой. Все устройство спрятано в корпус из пластика, который со временем начинает пропускать грязь. Попадая между головкой и чехлом, песок и земля царапает головку и защитную оболочку чехла. А проникающая влага вызывает появление ржавчины.
Современная технология восстановления позволяет своими руками, без разборки автомобиля, отремонтировать опоры.
Под давлением в корпус узла опоры впрыскивается расплавленный полимер особого вида. Все появившиеся в корпусе пустоты и щербины заполняются пластиком, который создает дополнительную прокладку в форме линзы в необходимых местах. Восстановление занимает всего 15 минут, оборудование на основе американских разработок используется в большинстве автомастерских.
Станок для восстановления шаровых опор
Описанная выше технология воплощается с помощью станка. Он состоит из:
блока управления с табло, на котором показывается текущая и конечная температуры;
экструдера;
компрессора на 6 атм;
пневматического цилиндра;
термокарандаша;
набора переходников-форсунок;
полимера.
Дополнительно необходимо приобрести газовую горелку и слесарный инструмент.
Восстановление опоры
станок для восстановления шаровых опор
К пневмоцилиндру на резьбу накручивается экструдер, в котором уже находится полимер. В корпусе опоры просверливают отверстие с резьбой. С помощью этой резьбы накручивают форсунку, которую через насадку крепят к экструдеру.
Как только полимер станет мягким, необходимо запустить пневмоцилиндр, выдавливающий материал сквозь плунжер в форсунку и далее в полость опоры. Мягкий полимер заполняет собой все выбоины, люфты и щели, создавая в шаровой вкладыш с повышенной стойкостью к воздействию. Даже если полимер залит не совсем правильно, новый вкладыш выдерживает около 30 тысяч километров пробега.
Собрать своими руками подобное оборудование для восстановления вполне реально. Экструдер можно заказать токарю. В качестве пневмоцилиндра подойдет тормозная камера от ЗИЛа или старый цилиндр от грейферного экскаватора. Все другие запчасти продаются в любом хозяйственном магазине.
Минусы оборудования, сделанного своими руками
При перегреве полимер полностью теряет свои свойства, а в представленном самодельном устройстве он греется горелкой, измерить его температуру практически невозможно.
Результат работы во многом зависит от опыта мастера, сложно не обладая навыками согреть материал, опору и аккуратно влить полимер в полость.
У заводских устройств нагрев происходит под контролем электроники, а шаровая к форсунке крепится без резьбы. Тем не менее, у многих мастеров получаются вполне достойные результаты на оборудовании, сделанном своими руками.
Видеоролик демонстрирует работу заводского станка:
stanokgid.ru
Ford Scorpio 2.0 DOHC N9D › Бортжурнал › Технологический процесс восстановления шаровых шарниров независимой подвески
Инструмент. Рис .6.
Привет, кто знает где у нас занимаются востановлением, какова стоимость? Речь идет о реставрации не рулевых наконечниеов, а шаровых на рычагах передней подвески! Наконечники рулевых тяг относятся к деталям рулевого привода автомобиля. Какое место они занимают среди других его элементов? Одно из важнейших, впрочем, как и все другие детали этого механизма, ведь потеря управляемости транспортным средством – прямой путь к аварии. Задача, которую решают наконечники рулевых тяг, – обеспечение связи управляемых колес машины и рулевого механизма. Шаровая опора – один из основных несущих узлов передней подвески. Она также является значимым фактором безопасности, но в другом направлении. Ее задача обеспечивать возможность поворота ступицы при сохранении положения колеса в горизонтальной плоскости при вертикальном его перемещении или, проще говоря, шаровая опора удерживает передние колеса в вертикальном положении, не давая им «вывернуться» наружу. Шаровые опоры бывают верхние и нижние. Конструкции шаровых опор и наконечников рулевых тяг являются наиболее оптимальными для решения поставленных перед ними задач. Основное требования к ним – способность справляться с повышенными нагрузками (рис.1, 2, 3,4). Главным элементом наконечников рулевых тяг и шаровых опор является палец со сферической головкой. Однако это единственное конструктивное сходство этих запчастей. Устройство шаровых опор несколько отличается от устройства наконечников. На это влияет величина и направление усилий. Также различаются устройства нижней и верхней шаровых опор. foto.infan.ru/img/f/77/5/52.png Рис.1. Нижняя шаровая опора: 1- корпус, 2- палец шаровый, 3-тефлоновый вкладыш, 4-крышка корпуса, 5-неопреновый чехол, 6-эластичное кольцо, 7-пружина чехла, 8-гайка пальца. foto.infan.ru/img/f/99/1/111.png Рис.2. Верхняя шаровая опора: 5-корпус, 1-палец шаровый, 7-тефлоновый вкладыш, 4-неопреновый чехол, 2-эластичное кольцо, 6-пружина чехла, 3-дистанционная втулка, foto.infan.ru/img/f/16/3/33.png Рис.3. Наконечник рулевой тяги: 1-корпус, 2-палец шаровый, 3-тефлоновый вкладыш, 4-крышка корпуса, 5-неопреновый чехол, 6-эластичное кольцо, 7-пружина чехла, 8-гайка пальца. Проверка грязезащитных чехлов шаровых опор. Шаровые опоры не требуют технического обслуживания. Стальная головка опоры запрессована в пластиковый корпус со смазкой длительного срока службы. Для защиты от грязи и влаги служат резиновые чехлы. Попадающая грязь действует на шарнир, как абразив, под действием влаги опора может со временем закиснуть от коррозии. Проверку грязезащитных чехлов шаровых опор необходимо проводить следующим образом: — вывернуть колеса поочередно в каждую сторону; — проверить состояние грязезащитных чехлов правой и левой шаровой опоры. Чехол не подлежит замене, шаровая опора заменяется в сборе. Технический процесс восстановление шаровых шарниров. Без разборное восстановление шаровых опор. Система без разборного ремонта шаровых соединений была разработана для восстановления передней подвески и рулевого управления всех типов транспортных средств, чтобы поддерживать транспортное средство в работоспособном и легко управляемом состоянии. Применение системы можно считать новаторским, экономичным методом для владельцев транспортного средства в выполнении программы технического обслуживания и метод этот с легковых машин переносится на большегрузные машины, военные машины, вездеходы и т.д. Данная система позволяет механику восстановить почти все рулевые тяги, наконечники, шаровые опоры, линек стабилизатора и т.д., входящие в систему рулевого управления и передней подвески больших и малых автомашин и может использоваться почти во всех авторемонтных мастерских для восстановления не полностью изношенных узлов. Шаровые опоры относятся к числу деталей, которые часто подлежат замене. Это связано с тем, что именно на них ложится максимальная нагрузка. У ряда автомобилей при выходе из строя только шаровой опоры происходит замена всего рычага, потому эта операция становится достаточно дорогой. С помощью же технологии SJR возможно провести реанимацию данной детали, без ущерба качеству самого ремонта и гораздо дешевле. При этом нет необходимости покупать, заказывать запасные части.
Как работает эта технология.
С помощью компактного инструмента американской фирмы SJR SYSTEM производится ремонт шаровых опор, рулевых тяг, рулевых наконечников, стоек стабилизатора поперечной устойчивости, маятниковых рычагов, сферических шарниров, подшипников скольжения, регулируемых рулевых и т.п. узлов. Суть ремонта заключается в нагнетании под высоким давлением (более 1000кг/см2 на выходе) высокопрочного полимера в расплавленном состоянии в корпус шарового узла с помощью компактного экструдера (см. рис.5) с пневматическим усилением. Используется специальная промышленная марка высокопрочного полимера, обладающего низким коэффициентом трения выдерживающего ударные нагрузки в 1300 кг/см2. Специальные приемы работы позволяют аккуратно заполнить образовавшиеся в процессе эксплуатации узла выработки и полости. При восстановлении по новой технологии ремонтируемый узел не разбирается, целостность металлического корпуса не нарушается. Полимер точно повторяет в месте износа заводского полимерного вкладыша, форму шарового пальца (втулки, оси) и принимает нагрузки на себя, образуя новый вкладыш в форме линзы в месте выработки. Шаровые опоры, не имеющего полимерного вкладыша (чугунный корпус) так же подлежат восстановлению по технологии SJR SYSTEM. Узлы имеющие дефекты (коррозия, царапины, потертости и т.п.) на закаленной шлифованной поверхности шарового пальца (оси), восстановлению не подлежат. Следы ремонта практически не заметны, если конструкцией узла было предусмотрено шприцование смазкой, эта функция сохраняется. В среднем ремонт одного снятого узла занимает 10-20 минут. Технологический процесс. В узел впрыскивается специальный полимер, который поставляется в виде готовых стержней и состав которого разработан так, что он выдерживает высокое давление ( сила сжатия до 18 000 футов на 1 кв.дюйм ( 1 300 кг/кв.см. ), около 130 Мра и кручение 12 000 футов на 1 кв.дюйм ). Этот материал предназначен для поглощения динамического воздействия и трения, смазка на него не влияет, и он гарантирует пробег до 100 000 км. foto.infan.ru/img/f/75/4/44.png Рис. 5. Палец, полимер, экструдер, специальное отверстие для заливки полимера. Расплавленный полимер производства DUPONT впрыскивается в узел через подготовленное отверстие под высоким давлением при помощи специального оборудовани. Мгновенно застывая, полимер становится идеальной втулкой (вкладышем), которая как бы занимает то пространство, где обычно происходит изнашивание и образуется люфт, внутренний зазор, а теперь полимер полностью поддерживает шарнир внутри узла и может занимать почти половину объема по диаметру. При этом полимер обеспечивает сверхвысокие ударные характеристиками и свойства: прочность при ударных нагрузках 1300 кг/кв.см. в состав входят компоненты (тетрафторэтиленовые композиты) обеспечивающие сухую смазку. Усадочные характеристики практически равны нулю (0,4%). высокое давление обеспечивает юстирование, иначе говоря, центровку пальца шарового узла. На одном и том же узле можно производить ремонт неоднократно, до 3 раз. Конечный продукт надежен и безопасен Шаровое соединение не разбираются, что обеспечивает заводскую надёжность соединения. В комплект входит: экструдер (станок), переходники три штуки, регулятор давления, термо-карандаш, полимер, оборудованный пистолет, диск с инструкцией. Правило и меры безопасности.
Операции по техническому обслуживанию автомобилей нужно выполнять в специально отведенных, оборудованных, огражденных, и обозначенных местах (постах.) Рабочие места и посты, в помещениях для ремонта автомобилей должны обеспечиваться безопасными условиями труда для работающих и быть соответствующим образом ограждены. На одного рабочего положено
www.drive2.ru
Инструкция по восстановлению шаровых соединений «SJR»
Изображение ремонтируемых узлов, желтым окрашен залитый экструдером полимер.
Главное правило при работе данным методом: рабочая поверхность шара не должна иметь никаких механических повреждений и/или следов коррозии (в противном случае ремонт не имеет смысла).
Старый вкладыш удалять не надо, он расплавится, перемешается с полимером и создаст цельный плотный вкладыш.
Описание самого процесса: После того, как вы определились с местом отверстия и сделали его (в некоторых случаях возможно использование отверстия для смазки), подсоединили экструдер (все соединения должны быть надежными, т.к. давление значительное) - нанесите штрихи термокарандашом на саму шаровую и на трубку экструдера до радиатора таким образом, чтобы в процессе нагрева на штрихи не попадало открытое пламя горелки (метка от карандаша будет плавиться, когда температура металла в данном месте достигнет значения, указанного на карандаше), нагревать необходимо саму шаровую, переходники и трубку экструдера до радиатора (сам радиатор нагревать не надо), нагрев должен проходить как можно равномернее и правило "чем быстрее - тем лучше" здесь не уместно, когда вы достигнете требуемой температуры плавно откройте подачу воздуха к экструдеру (на выходе от компрессора давление в пределах 9-10 очк. или 0,9-1 МПа) и начинайте разрабатывать шаровую вручную чтобы полимер обволок всю рабочую поверхность шаровой, момент, когда "хватит" определяется повышением упругости хода пальца (приходит с опытом).
После проведенных операций остудите узел и отсоедините экструдер.
Этим методом восстанавливаются любые шаровые узлы с любой степенью выработки многократно, но есть одно правило - сам шар не должен иметь механических повреждений или каких-либо следов коррозии – такие шаровые "не лечатся"!
Очистка шаровой опоры сжатым воздухом и жидким ключом
Очистка шаровой опоры сжатым воздухом и жидким ключом
Подсоединение экструдера через переходник
Разогрев рабочей поверхности экструдера и корпуса шаровой опоры. При этом температура нагрева контролируется при помощи температурного карандаша
Разогрев рабочей поверхности экструдера и корпуса шаровой опоры. При этом температура нагрева контролируется при помощи температурного карандаша
Разогрев рабочей поверхности экструдера и корпуса шаровой опоры. При этом температура нагрева контролируется при помощи температурного карандаша
Необходимо шевелить палец шаровой опоры для контроля наполняемости люфта полимером
Охлаждение шаровой опоры воздухом
Смазка шаровой опоры
Смазка пыльника шаровой опоры
Готовая шаровая опора
magnitola-auto.ru
Оборудование для восстановления шаровых опор SJR (модификация 1)
Описание
Оборудование для восстановления шаровых опор и рулевых наконечников по технологии SJR
Оборудование SJR для восстановления шаровых опор и рулевых наконечников – полноценное авторемонтное направление для любого СТО или гаражной мастерской и, как следствие, дополнительный доход. С помощью даже самого простого комплекта можно быстро и эффективно осуществлять восстановление подвески, рулевого устройства.
Когда требуется восстановление шаровой?
Результат поломки шаровой
Наконечники рулевые и опоры шаровые подвержены регулярному износу. В результате находящийся внутри соединений между шаром и корпусом гильзы полимерный вкладыш стирается, образуются пустоты. Происходит это по вине:
Сильных нагрузок;
Попадания грязи;
Передвижения по бездорожью или дорогам в аварийном состоянии.
Принцип использования технологии SJR
В зависимости от состояния шаровой можно применить безразборный (быстрый, подходит для случаев с низким уровнем износа) и разборный (медленный, но более качественный, для случаев с высоким уровнем износа) методы восстановления. Суть технологии SJR при этом заключается в следующем:
Во внутреннюю часть шаровой в полость между шаром и корпусом гильзы через просверленное отверстие под давлением подаётся расплавленный полимер;
Застывая он формирует новый идеальный по техническим параметрам уплотнитель для рычагового пальца;
Реставрированный узел способен прослужить от 15 000 до 25 000 км в зависимости от состояния дорог, по которым будет ездить автомобиль;
При возникновении последствий нового износа допускается повторное восстановление шаровой, которое в дальнейшем можно выполнять неоднократно.
После восстановления шаровых опор и рулевых наконечников по технологии SJR автовладельцы отмечают снижение расходов смазочных материалов
Преимущества “Модификации 1”
Действие блока управления
Оборудование для восстановления шаровых опор SJR 1-й модификации имеет ряд преимуществ перед первичной моделью:
Усиленный поршень, давление которого составляет уже 80 кг/см2;
Блок управления, позволяющий осуществлять движение поршня в обе стороны.
Комплектация
Оборудование для ремонта шаровых простой комплектации включает в себя
– Экструдер – Сменные форсунки: 3 шт. – Цифровой бесконтактный прибор для измерения температуры поверхности – Расходный материал: 20 полимерных стержней стержней – Металлический бокс – Инструкция
Здесь Вы можете ознакомиться с оборудованием для ремонта шаровых опор и рулевых наконечников 2-й модификации.








































 В дне корпуса сверлят отверстие диаметром около 6 мм, его размер зависит от того какой экструдер вам доступен. Зазор между шаром и вкладышам очищается от грязи и продувается сжатым воздухом от песка и стружки. Через просверленное в днище отверстие используя экструдер в зазор между шаром пальца и корпусом, нагнетается размягченная пластмасса. Дайте ей остыть и ремонт готов. Недостатком этого способа является то что вы не видите сохранилась ли геометрия шара и не можете отшлифовать его, убрав следы коррозии, поэтому результаты восстановления будут недолговечны.
В дне корпуса сверлят отверстие диаметром около 6 мм, его размер зависит от того какой экструдер вам доступен. Зазор между шаром и вкладышам очищается от грязи и продувается сжатым воздухом от песка и стружки. Через просверленное в днище отверстие используя экструдер в зазор между шаром пальца и корпусом, нагнетается размягченная пластмасса. Дайте ей остыть и ремонт готов. Недостатком этого способа является то что вы не видите сохранилась ли геометрия шара и не можете отшлифовать его, убрав следы коррозии, поэтому результаты восстановления будут недолговечны.