Материалы для изготовления поршневых колец выбираются по наличию у них антифрикционных свойств и по условиям, при которых должны работать поршневые кольца. Хорошая эластичность и коррозионная стойкость важны точнотакже, как и высокая сопротивляемость по отношению к повреждениям при экстремальных условиях эксплуатации. Серый чугун является на сегодняшний день ещё основным материалом, из которого изготавливаются поршневые кольца. С трибологической точки зрения серый чугун, с содержащимся в его структуре прослойками графита, обладает отличными антифрикционными свойствами (сухое смазывание графитом).
Они важны особенно тогда, когда смазывание больше не обеспечивается моторным маслом или маслянистая плёнка уже разрушена. Кроме того, графитовые жилки в структуре кольца являются своеобразным масляным резервуаром и при неблагоприятных условиях эксплуатации мешают разрушению маслянистой плёнки.
В качестве разновидностей серого чугуна используются следующие материалы:
• Чугун с пластинчатой структурой графита (чугун с пластинчатым графитом), обогащённый и необогащённый.
• Чугун с глобулярной структурой графита (чугун с шаровидным графитом), обогащённый и необогащённый.
Процесс литья поршневых колец
В качестве стальных материалов используются хромистая сталь с мартенситной микроструктурой и пружинная сталь. Для повышения износостойкости поверхности колец подвергаются закалке. Это происходит, как правило, с помощью нитрирования*.
* Нитрирование обозначается на языке специалистов также, как азотирование (подача азота) и представляет собой метод для закалки стали. Нитрирование проводится, как правило, при температуре от 500 до 520 °С. Время обработки - от 1 до 100 ч. На поверхности детали благодаря прямой диффузии азота образуется очень твёрдый поверхностный слой межсоединений из нитрида железа. В зависимости от времени обработки он может достигать толщины в 10-30 мкм. Распротранёнными методами являются нитрирование в соляной ванне (например, коленчатых валов), газовое азотирование (поршневых колец) и нитрирование плазмой
Материалы для покрытия рабочей поверхности
На рабочие пояски или рабочие поверхности поршневых колец для улучшения трибологических* свойств можно наносить покрытие. При этом, прежде всего, на первом плане стоит повышение износостойкости и обеспечение смазывания и уплотнения в экстремальных условиях эксплуатации. Материал для покрытия должен гармонировать как с материалами, из которых изготовлены поршневое кольцо и стенка цилиндра, так и со смазкой. Использование покрытия рабочей поверхности у поршневых колец нашло широкое распространение. Часто кольца двигателей серийного производства имеют покрытие из хрома, молибдена и феррооксида.
Но используются также и кольца с CKS (слоями хрома - керамики) или с покрытием, нанесённым методом физического отделения из парообразной фазы (PVD = Physical Vapour Deposition). Нитрид титана (TiN) и азотистый хром (CrN) используются при более мелких сериях производства (прежде всего, у гоночных двигателей).
* Трибология (греч.: учение о трении) включает в себя исследования и технологию действующих изменений поверхностей, движущихся относительно друг друга. Эта наука занимается описанием трения, износа и смазывания.
Молибденирование
Во избежание следов пригара рабочая поверхность компрессионных колец (только не маслосъёмных колец) может быть наполнена молибденом или по всей поверхности им покрываться. Это может происходить как в процессе газопламенного, так и в процессе плазменного напыления. Молибден гарантирует из-за его высокой точки плавления (2620 °С) более высокую термостойкость. Кроме того, благодаря этому методу нанесения покрытия, можно получить пористую структуру материала. В возникающих из-за этого микропустотах на рабочей поверхности колец (рис. 2) может собираться моторное масло, которое гарантирует, что даже при экстремальных условиях эксплуатации ещё имеется достаточно смазки для рабочей поверхности кольца.
Свойства:
• Высокая термостойкость,
• Хорошие антифрикционные свойства.
• Более мягкий чем хром.
• Менее износостойкий чем хромовые кольца (более восприимчив к загрязнениям).
• Более восприимчив к вибрации поршневых колец (вследствие этого выбросы молибдена при экстремальных нагрузках, таких, как, напр., детонационное сгорание и др. сбои процесса сгорания).
Хромирование
Хромовое покрытие может наноситься как гальваническим методом, так и методом плазменного напыления. У маслосъёмных поршневых колец применяется гальваническое нанесение покрытия.
Свойства:
• Большой срок службы (износостойкость).
• Твёрдая,нечувствительная поверхность.
• Меньший износ цилиндров (примерно 50% по сравнению с кольцами без покрытия).
• Хорошая сопротивляемость по отношению к следам пригара.
• Антифрикционные свойства хуже чем при молибденировании.
• По причинехорошей износостойкости необходимо больше времени для приработки, чем у неармированных, маслосъёмных со стальными пластинками или U-образных пружинных маслосъёмных поршневых колец.
Виды покрытия рабочей поверхности кольца
Рис. 4 - Полностью с покрытием
Рис. 5 - Со вставкой с нанёсенным покрытием в рабочей поверхности кольца
Рис. 6 - Снеподной наружной оболочкой с одной стороны
Отслаивание покрытия
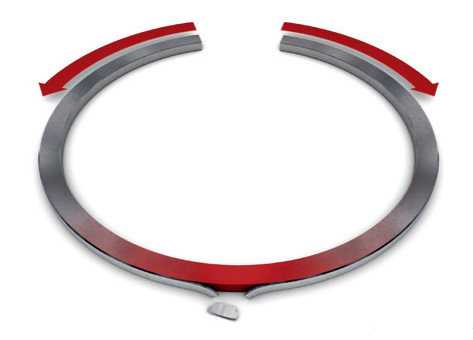
Время от времени происходит отслаивание напылённого молибденом и феррооксидом покрытия рабочей поверхности. Причиной этому являются в основном ошибки при монтаже поршневых колец (слишком сильное растягивание при надевании на поршень и натягивание колец, как показано на рисунке 1). При неправильном надевании колец на поршень покрытие разламывается только на спинке кольца (рис. 2). Если нанёсеное покрытие на стыковых концах отслаивается (рис. 3), то это указывает на вибрацию поршневого кольца из-за сбоя процесса сгорания (напр., детонационное сгорание).
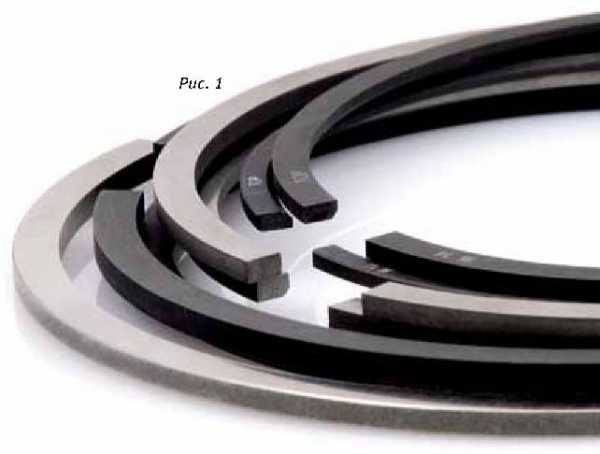
Рис. 1
Рис. 2
Обработка рабочей поверхности (обтачивание, притирка, шлифование)
Рабочие поверхности поршневых колец из чугуна, как правило, подвергаются только тонкой обточке. Из-за небольшого времени приработки неармированных колец отказываются от обработки рабочей поверхности шлифованием или притиркой. Рабочие поверхности с нанесённым покрытием или подверженные закалке либо только шлифуются, либо притираются. Причина этого состоит в том, что благодаря хорошей износостойкости это длилось бы очень долго до тех пор, пока кольца приняли бы круглую форму и стали бы хорошо уплотнять. Результатом были бы потеря мощности и высокий расход масла.
Рис. 4
Выпуклая форма рабочей поверхности
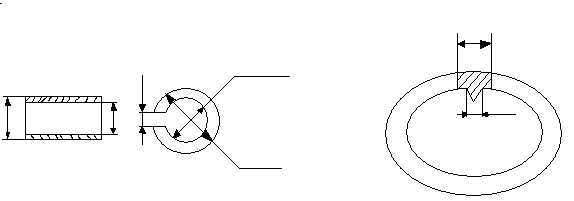
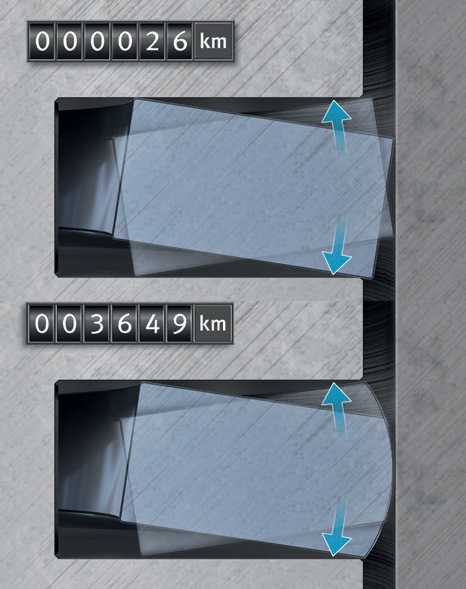
Следующая причина для использования процесса шлифования или притирки это форма рабочей поверхности. Поршневые кольца прямоугольного сечения из-за движения вверх и вниз, а также из-за движения кольца в кольцевой канавке (скручивание кольца) принимают по прошествии некоторого времени на рабочей поверхности выпуклую форму (рис. 5 и 6). Это положительно отражается на образовании маслянистой плёнки и сроке службы колец.
Рис. 5
Рис. 1 - Симметричная выпуклость
Рис. 2 -Асимметричная выпуклость
Уже при производстве колец с нанесённым покрытием им придают несколько выпуклую форму. Вследствие этого они не должны получать определённую форму при приработке, а уже с самого начала имеют желаемую форму и уже предварительно приработанную рабочую поверхность. Благодаря этому нет не только повышеного износа от приработки, но и вместе с ним связанного расхода масла. Из-за точечного контакта рабочей поверхности кольца появляется более высокое специфическое давление прижима на стенку цилиндра и, вместе с этим, более хорошая герметизация от газа и масла. Также уменьшается опасность кромочного контакта, исходящая от ещё острых кромок кольца. У кольца из хрома есть и без того всегда перелом кромки для того, чтобы предотвратить продавливание масляной плёнки при приработке. Очень твёрдый хромовый слой при не очень удачной конструкции мог бы привести к значительному износу и к повреждению более мягкой стенки цилиндра.
Симметричные, выпуклые рабочие поверхности кольца (рис. 1), независимо от того, являются ли они результатом приработки или уже производства, обладают очень хорошими антифрикционными свойствами и создают определенную толщину маслянистой плёнки. При симметричной выпуклости толщина маслянистой плёнки при движении поршня вниз и вверх везде одинаковая. Силы, действующие на кольцо и позволяющие ему всплывать на масляной плёнке, в обоих направлениях равны.
Если выпуклость - уже результат производства кольца, то для лучшего контроля расхода масла существует возможность создать асимметричную выпуклость. Высшая точка выпуклости находится тогда не в середине рабочей поверхности, а немного ниже (рис. 2).
При движении кольца вверх оно хорошо скользит по масляной плёнке в направлении верхней мёртвой точки, так как образование масляного клина, благодаря большей действующей площади над вершиной выпуклости кольца больше, чем под ней (рис. 3). Скорее всего, кольцо выдавливается масляной плёнкой, а не наоборот. Это означает, что толщина маслянистой плёнки при движении вверх сильно не уменьшается. При движении кольца вниз (рис. 4), из-за меньшей действующей площади под вершиной его выпуклости оно не может так сильно планировать на масляной плёнке. Большее количество масла снимается и транспортируется обратно в кривошипную камеру. Вследствие этого, асимметрично выпуклые кольца служат также и для контроля расхода масла, особенно при неблагоприятных условиях эксплуатаци и в дизельных двигателях. Это случается, например, после более длительных фаз холостого хода, следующих за периодами полной нагрузки, при которой часто происходит выброс масла в выпускную систему и появляется голубой дым при повторном газовании.
Рис. 3
Обработка поверхности
В зависимости от конструкции поверхности поршневых колец могут быть либо без покрытия, либо фосфатированными, либо покрытыми медью. Это влияет лишь на антикоррозионные свойства колец. Кольца без покрытия, хоть они прекрасно и блестят пока новые, они, однако, совсем незащищены от появления ржавчины. Фосфатированные кольца имеют матово-чёрную поверхность и защищены слоем фосфата от появления ржавчины.
Покрытые медью кольца также хорошо защищены от ржавчины и имеют лёгкую защиту от образования следов пригара, образующегося во время приработки. Медь обладает определённым эффектом сухой смазки и, вследствие этого, минимально выраженными антифрикционными свойствами при приработке.
На работу колец обработка поверхности, тем не менее, не влияет. Таким образом, качество поршневого кольца не зависит от его цвета.
axela-mazda.ru
Способ изготовления поршневых колец
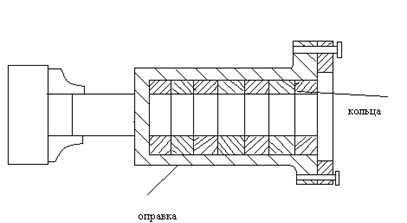
Использование: производство поршневых двигателей, компрессоров и поршневых насосов. Сущность изобретения: осуществляют предварительную обработку наружной, внутренней и торцовых поверхностей. Затем производят формообразующую копирную обработку этих поверхностей и вырезают замок, после чего осуществляют финишную операцию. Последняя выполняется путем поверхностно-пластического деформирования (ППД) до получения в поверхностном слое остаточных напряжений сжатия. ППД осуществляют , например, гидродробеструйной обработкой, которой могут обрабатывать одновременно несколько поршневых колец, сжатых в пакет при нулевом зазоре в замке. 2 з. п. ф-лы, 1 ил.
Изобретение относится к машиностроению и может быть использовано в производстве поршневых двигателей, компрессоров и поршневых насосов.
Известны способы изготовления поршневых колец, включающие операции по- лучения заготовок индивидуальным литьем или отливкой маслот из чугунов различных марок, механической обработки, нанесения антифрикционных покрытий на наружные поверхности колец. Финишной обработкой колец является их притирка к специальным притирам, выполненным по размерам цилиндровой втулки. За прототип принят способ изготовления поршневых колец, заключающийся в получении кольцевой заготовки, предварительной обработки ее наружной, внутренней и торцовых поверхностей, формообразующей копирной обработке и вырезке замка с заданным размером для кольца в свободном состоянии. К недостаткам известного способа относятся низкая производительность операции притирки и невозможность получения высокого качества поршневых колец, что проявляется в следующем. Прилегание нового поршневого кольца к цилиндровой втулке происходит не по всей поверхности, а по отдельным точкам. Характер эпюры напряжений в сечении кольца не способствует быстрому закрыванию серповидных микрощелей в процессе притирки кольца. Упругость поршневого кольца по мере его работы в условиях эксплуатации постепенно уменьшается. Для обеспечения плотного прилегания кольца к цилиндровой втулке и уменьшения вероятности залегания кольца в канавке поршня кольцо должно иметь запас упругости, максимум которой приходится на начало работы, что неблагоприятно сказывается на процессе его приработки и долговечности изделий. Напряжение растяжения на наружной поверхности поршневого кольца в процессе работы снижает его усталостную прочность и износостойкость. Целью изобретения является повышение производительности за счет сокращения времени на финишную операцию притирки колец, а также повышение качества изделий и долговечности. Это достигается тем, что перед финишной операцией притирки обработку наружной поверхности поршневых колец производят путем поверхностно-пластического деформирования до получения в поверхностном слое остаточных напряжений сжатия. Сущность заявляемого способа заключается в следующем. Поршневое кольцо является специфической деталью, реализующей одновременно функции пружины и элемента пары трения. Гидродробеструйная обработка наружной поверхности поршневого кольца струей, направленной радиально к его оси, создает тонкий наклепанный слой материала кольца, испытывающего напряжения сжатия. При наличии такого слоя кольцо сворачивается, что проявляется в уменьшении величины замка в свободном состоянии. Контактные давления кольца, вставленного в цилиндровую втулку, будут также меньше, что благоприятно сказывается на условиях трения пары кольцо-втулка в период приработки. Характерной особенностью поршневого кольца, изготовленного по предлагаемому способу, является быстрая притираемость. Это происходит потому, что при изнашивании сжатого слоя в точке контакта кольца с втулкой напряжения в сечении кольца перераспределяются, кольцо в этой точке как бы распрямляется, происходит уменьшение давления выступающей точки кольца на втулку. Такое самопроизвольное регулирование давления кольца на стенки втулки приводит к быстрому закрытию микрощелей между кольцом и втулкой по всему периметру. По мере изнашивания сжатого поверхностного слоя кольцо разворачивается и восстанавливает свою расчетную упругость, которая обеспечивает для приработанных поверхностей нормальные условия трения и герметизации поршня в цилиндре. Гидродробеструйная обработка поршневого кольца, сжатого до нулевого зазора в замке, повышает эффективность способа. Обработка нескольких колец, сжатых в пакет, повышает производительность процесса. На чертеже приведены результаты испытаний двух поршневых колец двигателя ЗИЛ-130 в виде зависимостей изменения силы упругости Q, прикладываемой к концам кольца при их смыкании, и размера замка А в свободном состоянии кольца от величины радиального износа кольца t. Кривые 1 и 2 характеризуют изменение Q и А соответственно по мере износа серийного кольца, изготовленного по известному способу. Кривые 3 и 4 характеризуют те же параметры для опытного кольца, изготовленного по новому способу. В примере выполненное по серийной технологии первое кольцо имело параметры А 16,5 мм, Q 23 Н, второе кольцо А 16,2 мм, Q 22 Н. После гидродробеструйной обработки второго кольца в оправке, удерживающей его в сжатом состоянии, стеклянными шариками диаметром 1 мм при давлении в подающей магистрали установки 0,2 мПа в течение 26 с (два полных оборота кольца относительно сопла установки) параметры второго кольца изменились и составили А 13,5 мм, Q 19 Н. Контрольное (первое) и опытное (второе) кольца подвергались изнашиванию абразивной шкуркой по наружной поверхности при вращении кольца, зажатого в оправку, на токарном станке. Износ периодически контролировался взвешиванием кольца и пересчитывался в линейный размер радиального износа. Результаты измерений приведены на чертеже. Сопоставляя кривые 1 и 3, 2 и 4, видно, что для изготовленного по известному способу кольца по мере его износа размер замка остается постоянным, а упругость Q постепенно уменьшается. Кольцо, подвергнутое гидродробеструйной обработке, по мере износа на глубину наклепанного слоя распрямляется, что сопровождается увеличением размера замка и упругости. Максимальное значение Q 20,2 Н в опыте наблюдалось при износе на глубину t0,1 мм, после чего за счет уменьшения размера сечения кольца упругость снижалась. Размер замка достигал исходного значения А 16,2 мм при глубине износа t0,3 мм.
Формула изобретения
1. СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕВЫХ КОЛЕЦ, заключающийся в получении кольцевой заготовки, предварительной обработке ее наружной, внутренней и торцовых поверхностей, формообразующей копирной обработке, вырезке замка и финишной операции притирки колец, отличающийся тем, что, с целью повышения производительности за счет сокращения времени на финишную операцию притирки колец, а также качества изделий и долговечности, перед финишной операцией притирки обработку наружной поверхности поршневых колец производят путем поверхностно-пластического деформирования до получения в поверхностном слое остаточных напряжений сжатия. 2. Способ по п. 1, отличающийся тем, что поверхностно-пластическое деформирование осуществляют гидродробеструйной обработкой. 3. Способ по п. 2, отличающийся тем, что гидродробеструйную обработку производят одновременно для нескольких колец, сжатых в пакет при нулевом зазоре в замке.
Конструкция и форма поршневых колец 5.1. Материалы для изготовления поршневых колец Материалы для изготовления поршневых колец подбираются с учетом антифрикционных свойств и условий, при которых поршневые кольца должны работать. Высокая эластичность и коррозионная стойкость важны так же, как и высокая устойчивость к повреждениям при экстремальных условиях эксплуатации. Серый чугун до сих пор является основным материалом, из которого изготавливаются поршневые кольца. С трибологической точки зрения, серый чугун и содержащиеся в нем графитовые включения обеспечивают оптимальные свойства при работе в аварийном режиме (сухое смазывание графитом). Эти свойства важны особенно тогда, когда прекращается смазывание моторным маслом и масляная пленка уже разрушена. Кроме того, графитовые жилки в структуре кольца служат в качестве масляных резервуаров и противодействуют разрушению масляной пленки при неблагоприятных условиях эксплуатации. Используемые материалы на основе серого чугуна
Чугун с пластинчатой структурой графита (чугун с пластинчатым графитом), легированный и нелегированный Чугун с глобулярной структурой графита (чугун с шаровидным графитом), легированный и нелегированный В качестве стальных материалов используются хромистая сталь с мартенситной микроструктурой и пружинная сталь. Для повышения износостойкости поверхность материалов подвергают упрочнению. Это осуществляется, как правило, путем азотирования. В технической литературе под термином азотирование понимается процесс обогащения азотом (подачи азота) с целью упрочнения поверхности стали. Азотирование выполняется, как правило, при температуре от 500 до 520 °C; время обработки составляет от 1 до 100 часов. В результате диффузии азота на поверхности заготовки образуется очень твердый поверхностный связующий слой из нитрида железа. В зависимости от времени обработки, он может достигать толщины в 10–30 мкм. Наиболее распространенными методами являются азотирование в соляной ванне (например, коленчатых валов), газовое азотирование (поршневых колец) и плазменное азотирование.
5.2. Материалы для покрытия pабочей поверхности: На рабочие пояски или pабочие поверхности поршневых колец можно нанести покрытия, улучшающие трибологические свойства. При этом первоочередное значение отводится повышению износостойкости, а также обеспечению смазывания и уплотнения в экстремальных условиях. Материал покрытия должен быть совместим как с материалами, из которых изготовлены поршневое кольцо и стенка цилиндра, так и со смазывающей средой. Нанесение покрытий на рабочие поверхности поршневых колец находит широкое применение. На поршневые кольца серийных двигателей часто наносят покрытия из хрома, молибдена и феррооксида. 5.2.1. Молибденовые покрытия Во избежание следов прижога рабочая поверхность компрессионных (не маслосъемных) поршневых колец может быть наполнена молибденом или полностью им покрыта. Для этого используются методы как газопламенного, так и плазменного напыления. Благодаря высокой температуре плавления молибдена (2620 °C) обеспечивается чрезвычайно высокая термостойкость. Кроме того, технология нанесения покрытий приводит к образованию пористой структуры материала. В микропустотах, образующихся при этом на рабочей поверхности кольца, может скапливаться моторное масло. За счет этого обеспечивается наличие моторного масла для смазывания рабочей поверхности кольца даже при экстремальных режимах эксплуатации. 5.2.2. Гальванические покрытия: Хромовые покрытия Большинство хромовых покрытий наносится гальваническим способом. Свойства: Длительный срок службы (износостойкость) Твердая, устойчивая поверхность Снижение износа цилиндров (примерно на 50 % в сравнении с поршневыми кольцами без покрытия) Высокая устойчивость к появлению следов прижога Свойства при работе в аварийном режиме хуже, чем у молибденовых покрытий По причине высокой износостойкости приработка длится дольше, чем у неармированных поршневых колец, маслосъемных поршневых колец со стальными пластинками или маслосъемных поршневых колец U-Flex.
Покрытия CK (Хромовая керамика) И DC (Diamond coated) Данные покрытия состоят из нанесенного гальваническим способом слоя хрома с сеткой микротрещин, в которые прочно внедрены твердые материалы. В качестве заполнителя используются керамика (CK) или микроалмазы (DC). Свойства: Минимальные потери на трение благодаря чрезвычайно гладкой поверхности Максимальная износостойкость и длительный срок службы за счет заполнения твердыми материалами Высокая устойчивость к появлению следов прижога Незначительный самоизнос слоя, нанесенного на поршневое кольцо, при сохранении незначительного износа цилиндра. Покрытия PVD: PVD, сокращенно от «Physical Vapour Deposition» (физическое осаждение из парообразной фазы), – это вакуумная технология нанесения покрытий, при которой слои из высокопрочных материалов (CrN, нитрид хрома (III)) напрямую напыляются на поверхность поршневых колец. Свойства: Благодаря чрезвычайно гладкой поверхности, потери на трение сводятся к минимуму. За счет очень тонкой и плотной структуры слоя высокой твердости обеспечивается очень высокая износостойкость. Ввиду высокой износостойкости контур кольца сохраняется на протяжении более длительного времени эксплуатации. Это позволяет, к примеру, дополнительно снизить упругость маслосъемного поршневого кольца с покрытием PVD, что дает значительные преимущества в отношении потерь на трение. 5.3. Отслаивание покрытий В некоторых случаях происходит отслаивание напыленных на рабочие поверхности слоев молибдена и феррооксида. Причиной этого являются, главным образом, ошибки при монтаже поршневых колец (слишком сильное растягивание при установке на поршень или деформирование колец, как показано на Рис. 1). При неправильной установке кольца на поршень покрытие отслаивается только в области спинки кольца (Рис. 2). Отслаивание покрытия на стыковых концах указывает на вибрацию поршневого кольца в результате нарушения режима сгорания (например, при детонационном сгорании).
Пeрeкручивание и растягивание поршневых колец при установке на поршень
Отслаивание покрытия в области спинки кольца
5.4. Обработка рабочих поверхностей (обтачивание, притирка, шлифование) Рабочие поверхности неармированных поршневых колец из чугуна обрабатывают, как правило, только путем тонкого обтачивания. По причине быстрой приработки неармированных колец, их рабочие поверхности не подвергают притирке или шлифованию. Снабженные покрытием или закаленные рабочие поверхности колец либо шлифуют, либо притирают. Это связано с их высокой износостойкостью, из-за которой потребовалось бы слишком много времени на то, чтобы рабочие поверхности колец приобрели скругленную форму и начали обеспечивать надлежащее уплотнение. Возможными последствиями стали бы потеря мощности и высокий расход масла. 5.5 Выпуклая форма рабочей поверхности Еще одна причина обработки притиркой или шлифованием связана с формой pабочей поверхности. У (неармированных) поршневых колец прямоугольного сечения pабочая поверхность спустя некоторое время приобретает выпуклую форму (Рис. 1), что связано с их возвратнопоступательным движением и движением в канавках (скручивание колец). Это положительно отражается на создании масляной пленки и сроке службы колец.
Образование выпуклости под действием износа в период приработки
Рабочим поверхностям поршневых колец с покрытием придают слегка выпуклую форму еще в процессе изготовления. Благодаря этому не требуется и
www.drive2.ru
Мат.часть Поршневые кольца — DRIVE2
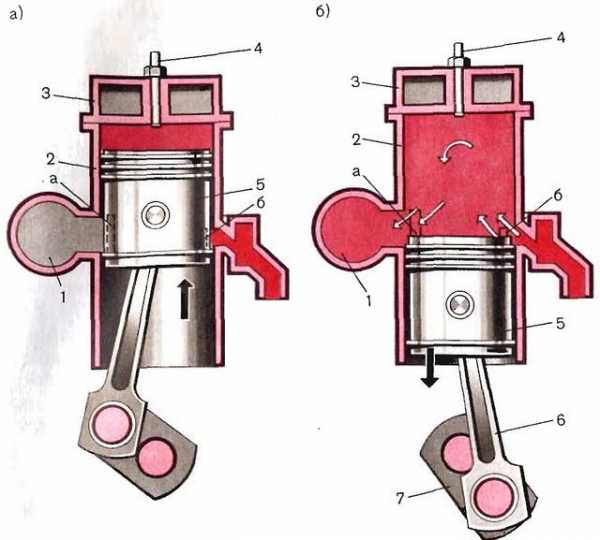
Поршневые кольца по назначению делятся на компрессионные и маслосъемные. Компрессионные кольца предупреждают прорыв газов в картер двигателя в процессах сжатия и расширения, а также из картера в цилиндров процессе впуска. Кроме того они служат для отвода тепла от поршня. Кольца нагреваются от соприкосновения с горячими газами, канавками поршня, а также от трения о зеркало цилиндра. Во время работы давление колец на стенки цилиндра увеличивается за счет того, что газы дополнительно прижимают его к стенкам цилиндра. Существуют также поршни с дополнительными отверстиями для еще большего прижатия кольца за счет сгоревших газов.
Поршневые кольца обычно изнашиваются гораздо раньше других деталей двигателя и именно их выход из строя определяет ресурс работы двигателя до ремонта. Поэтому конструкции колец и их производству уделяется повышенное внимание. Большинство поршневых колец изготавливают индивидуальной отливкой из легированного чугуна, затем обрабатывают по копиру для придания такой формы которая после установки в цилиндр обеспечивает заданную эпюру давления. При мелкосерийном производстве, например при ремонтных работах, отливается маслота (цилиндр заданной формы), которая затем обрабатывается по копиру и разрезается на отдельные кольца.
Известно что по мере износа давление кольца в зоне его замка снижается быстрее, чем в других зонах, В зоне 50-70 градусов от замка давление увеличивается. Поэтому для увеличения срока службы, а также для предотвращения радиальных вибраций форму кольца в свободном состоянии выбирают так, чтобы при установке в цилиндр в зоне замка давление было в несколько раз больше среднего (до 2.8) По мере износа давление в месте замка снижается но остается достаточно высоким, что существенно увеличивает их ресурс. Современные кольца чаще выполняют с увеличением давления замка в 1.6-1.8 раз.
Для увеличения ресурса поверхность верхнего компрессионного кольца, на которое действует повышенное давление газов покрывается пористым хромом, молибденом или другим износостойким материалом. Для лучшей при работки наружная поверхность выполняется конической (с углом до 10 градусов) или бочкообразной. Но при этом существенно увеличивается их стоимость.В массовом производстве для улучшения герметичности, особенно в период обкатки, применяются торсионные кольца. К кольце делаются прямоугольные или конические проточки. В верхнем компрессионном кольце проточка делается внутри сверху. При этом обеспечивается высокий ресурс. Во втором кольце проточка делается внизу снаружи. Компрессионное кольцо с наружной проточкой частично выполняет роль маслосъемного кольца. При установке кольца в цилиндр оно сжимается, обеспечивая повышенное давление в нижней части кольца и, следовательно, более быструю приработку в этой части. Для предотвращения залегания колец в канавках при отложении смол торцовые поверхности выполняются коническими.
Одним из основных показателей, характеризующих уровень износа и межремонтный пробег, является расход моторного масла на угар. Поэтому особое внимание уделяется конструкции маслосъемных колец. Один из вариантов чугунное кольцо со стальным расширителем в виде спиральной пружины. Другой, более часто встречающийся вариант-два стальных кольца и два расширителя, прижимающие кольца к цилиндру и к стенкам канавки. Существуют бифункциональные стальные расширители, обеспечивающие заданное давление на торцы канавки и на стенки цилиндра. Тонкие стальные как компрессионные, так и маслосъемные кольца с хромированной поверхностью обеспечивают хорошее прилегание к цилиндру даже при нарушении его геометрической формы, например при сильном износе или некачественно ремонте. Поэтому их часто применяют при ремонтных работах.
Для компенсации линейного расширения кольца выполняют разрезными. У большинства колец замок прямой. Чтобы уменьшить прорыв газов, иногда замок разрезают под небольшим углом или делают его ступенчатым. Однако при этом существенно усложняется производство. В двухтактных двигателях с контурной продувкой предусматривается такая фиксация колец, чтобы кольцо в зоне замка не попадало на впускное и продувочные окна цилиндра. Для фиксации кольца от поворота в поршень запрессовывается стопор
www.drive2.ru
Материалы для поршневых колец
Материал для изготовления поршневых колец должен быть износостойким при хорошей обрабатываемости, иметь высокую прочность и упругость при рабочих температурах и возможно меньше изнашивать поверхность цилиндра.
Наилучшим образом этим требованиям удовлетворяет чугун, имеющий перлитовую структуру с небольшим количеством равномерно распределенных мелких выделений графита, а также легированные чугуны. В качестве легирующих присадок для чугуна применяются в небольших количествах хром, никель, молибден, медь, вольфрам. Эти присадки повышают теплостойкость серого чугуна до 350—400° С. Применяются чугуны следующих марок: СЧ 18-36; СЧ 21-40; СЧ 24-44, СЧ 28-48 и др.
Для витых стальных колец, как сообщает интернет магазин иномарок, калиброванная лента изготовляется из стали У8А с последующей термической обработкой. Для осевых расширителей применяется сталь 65Г, а для радиальных — У10А.
Покрытие рабочих поверхностей поршневых колец пористым хромом является наиболее эффективным способом повышения износостойкости колец и зеркала цилиндров. При этом уменьшаются потери на трение, повышается сопротивляемость износу и обеспечивается смазка рабочих поверхностей. Общая толщина хромового покрытия для поршневых колец составляет 0,1—0,2 мм.
Все нехромированные кольца обычно подвергаются электролитическому лужению (толщина слоя 0,005—0,010 мм), оксидированию, фосфатированию и т. п., что ускоряет приработку и повышает сопротивляемость коррозии.
Ведутся работы над применением металлокерамики для изготовления поршневых колец. Изготовленные из нее кольца обладают следующими особенностями: 1) пористая поверхность кольца хорошо аккумулирует масло; 2) сравнительно простыми средствами можно вводить в состав материала кольца жаропрочные, коррозиостойкие и другие добавки, 3) можно регулировать содержание графита.
Поршневые кольца, изготовленные методом порошковой металлургии, хорошо противостоят износу. При изготовлении таких колец почти исключается производственный брак.
maestria.ru
Способ изготовления поршневых колец
Изобретение касается способа изготовления поршневых колец, в частности компрессионных поршневых колец.
Как правило, поршневые кольца изготавливаются таким образом, чтобы в зоне их внешней боковой поверхности обработка выполнялась по цилиндрической поверхности. В заключение, например посредством наружного обтачивания, выполняется изготовление требуемого контура, так называемого контура рабочей поверхности. На такой предварительно заданный нецилиндрический контур рабочей поверхности затем наносится износостойкое покрытие, например хромовое покрытие, которое оседает на изготовленном контуре и повторяет его форму. Окончательную форму рабочей поверхности придают, например, с помощью круглой доводки. Для того чтобы выполнить эту технологическую операцию за определенное время и изготовить изделие правильной бочкообразной формы, необходимо, чтобы контур рабочей поверхности очень близко повторял изготавливаемый контур.
Технологическая операция наружного обтачивания для изготовления требуемого контура внешней боковой поверхности требует больших затрат времени и средств.
В публикации DE 3144335 С2 представлен способ изготовления деталей с симметричной формой вращения, в которых предусмотрено износостойкое покрытие, в частности поршневых колец, согласно которому заготовки пакетируются и зажимаются по центру на стержне, внешняя поверхность которых затем покрывается износостойким покрытием, и в заключение пакет вновь разделяется на отдельные детали. Перед нанесением покрытия пакетированные детали проверяются в осевом направлении, причем для каждой касательной плоскости отдельной детали устанавливается осевое положение, которое записывается в памяти запоминающего устройства, и после нанесения на заготовку покрытия эти данные передаются на один или несколько обрабатывающих инструментов для определения касательных плоскостей.
Из публикации DE 19809659 С1 известен способ изготовления поршневых колец, в частности для двигателей внутреннего сгорания, посредством отрезки отдельных колец из некруглых втулок из металлических заготовок. Эти втулки изготавливаются с помощью термического шприцевания материала для шприцевания на наружную поверхность стержня, служащего в качестве формирующего тела, причем стержень на поверхности имеет маркировку, которая определяется по удару, и на поверхность оболочки втулки наносится покрытие, которое используется как слой смазки, благоприятствующий скольжению, и в заключение поршневые кольца отрезаются и выбиваются из втулки.
В основу изобретения положена задача предложить более простой способ для изготовления поршневых колец, в частности компрессионных поршневых колец, который, в отличие от использующегося до настоящего времени способа, является более оптимальным и требует меньших затрат.
Кроме того, задачей изобретения является создание поршневого кольца, изготовленного этим способом, которое имеет оптимальное покрытие в зоне рабочей поверхности.
Задача решается посредством того, что несколько поршневых колец, в частности компрессионных поршневых колец, соединяются в пакет, и в зоне их внешней боковой поверхности выполняется их обработка по цилиндрической поверхности, затем в пределах всего пакета наносится износостойкое покрытие с постоянной толщиной слоя, и в заключение это покрытие таким образом обрабатывается, что образуется рабочая поверхность, которая имеет одну зону с максимальной и по меньшей мере одну зону с минимальной толщиной слоя.
Преимущественные осуществления предложенного в изобретении способа указаны в соответствующих зависимых пунктах формулы изобретения.
Эта задача решается также посредством одного поршневого кольца, в частности компрессионного поршневого кольца, изготовленного в соответствии с предложенным в изобретении способом, содержащим одно основное тело с цилиндрической внешней объемной поверхностью, на которую наносится износостойкое покрытие, причем исключительно это покрытие имеет контур, повторяющий контур рабочей поверхности.
Преимущественные формулы осуществления предложенного в изобретении поршневого кольца представлены в соответствующих зависимых пунктах формулы изобретения.
Посредством предложенного в изобретении способа можно отказаться от технологической операции наружного обтачивания контура, причем, в отличие от используемого в настоящее время способа, этот способ позволяет сэкономить время и, соответственно, требует меньших затрат. Преимущественно, поршневые кольца, в частности компрессионные поршневые кольца, совместно соединяются в пакет, например, на стержне, так чтобы этот пакет мог затем обрабатываться по цилиндрической поверхности в зоне его внешней боковой поверхности, образующей рабочую поверхность.
Как известно из общего уровня техники, внешняя боковая поверхность пакета может обрабатываться по цилиндрической поверхности с помощью профильной обточки.
В случае необходимости, обработанная таким образом внешняя боковая поверхность может подвергаться дополнительной шлифовке по цилиндрической поверхности. Даже в том случае, если эта дополнительная шлифовка не требуется, по сравнению с технологической операцией контурной обточки можно также получить экономию, обусловленную тем, что, как при гальваническом нанесении покрытия, так и при заключительной обработке объема, образуется мало отходов, в частности, при малых значениях толщины хромового покрытия.
Поскольку обработке подвергается меньшая площадь поверхности, принципиально можно гальванически хромировать гладкий цилиндр с меньшими затратами на электроэнергию, чем стержень, состоящий из колец, прошедших предварительную обработку профилированием. Таким образом, помимо меньшего расхода электроэнергии следует ожидать также лучшего распределения покрытия на внешних боковых поверхностях, обработанных по цилиндрической поверхности.
В заключение, для того чтобы получить окончательный контур рабочей поверхности, износостойкое покрытие с предварительно заданной толщиной обрабатывается, например, с помощью профильного шлифования.
В соответствии с другой формой осуществления изобретения, износостойкому покрытию придается бочкообразная форма, причем в опорной зоне, в которой рабочая поверхность впоследствии будет прилегать к сопряженной поверхности, толщина покрытия имеет максимальное значение, которое таким образом уменьшается по направлению по меньшей мере к одному краю рабочей поверхности поршневого кольца, что здесь толщина покрытия имеет минимальное значение.
В зависимости от применения, эта опорная зона может быть предусмотрена либо по середине, т.е. приблизительно на расстоянии, соответствующем половине высоты поршневого кольца по оси, либо в краевой зоне.
С помощью инструмента для профильного шлифования можно изготовить, соответственно, требуемый контур рабочей поверхности, не опасаясь, что материал поршневого кольца попадет в краевые зоны поршневого кольца.
Предмет изобретения показан на чертеже со ссылкой на пример выполнения и описывается ниже.
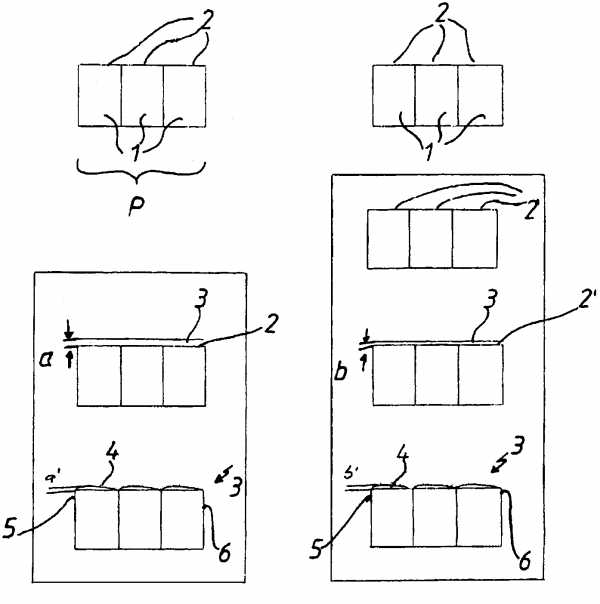
На чертеже показаны два примера для изготовления поршневых колец, в частности компрессионных поршневых колец. В обоих примерах основные тела 1, например из серого чугуна, соединяются в один большой пакет Р и подвергаются профильной обточке таким образом, что образуется внешняя цилиндрическая боковая поверхность 2.
В примере, изображенном слева, на цилиндрическую боковую поверхность 2 непосредственно наносится гальванически износостойкое хромовое покрытие 3 с заданной толщиной а. Теперь исключительно это покрытие 3 обрабатывается таким образом с помощью инструмента для профильного шлифования (не показан), что изготавливается бочкообразный контур 4, который в этом примере в краевой зоне рабочей поверхности 5 имеет максимальную толщину а′, в то время, как толщина покрытия в другой краевой зоне рабочей поверхности 6 предусмотрена минимальной.
В примере, изображенном справа, после цилиндрической профильной обточки выполняется дополнительная обработка, а именно шлифование цилиндрической поверхности, в результате которой, посредством дополнительного минимального съема материала, обработанная с помощью профильной обточки цилиндрическая поверхность 2 приобретает вид другой цилиндрической внешней поверхности 2′. Аналогично примеру, изображенному слева, теперь на указанную наружную боковую поверхность 2′ наносится гальваническим методом износостойкое хромовое покрытие 3, которое, в отличие от примера, изображенного слева, имеет меньшую толщину b. Аналогично примеру, изображенному слева, исключительно это покрытие 3 таким образом обрабатывается с помощью соответствующего инструмента для профильного шлифования (не показан), что образуется бочкообразный контур 4. Так же, как показано на примере, изображенном слева, толщина покрытия b′ в левой краевой зоне рабочей поверхности 5 выполнена большей, чем в правой краевой зоне рабочей поверхности 6.
Для того чтобы обеспечить минимальное износостойкое покрытие также в краевой зоне 6, следует при расчете гальванически наносимого покрытия a, b задать его толщину, чтобы впоследствии при профильном шлифовании это покрытие 3 в краевой зоне 6 невозможно было сошлифовать до основного материала основного тела 1. Минимальную толщину а′, b′ хромового покрытия 3 следует измерять в месте опоры, то есть в самой выпуклой точке. Теоретически минимальная толщина а′, b′ в этом месте рассчитывается при величине выпуклости и требуемой величине надежности в краевой зоне 6.
При изготовлении поршневых колец методом порошковой металлургии на 30—40% снижается их стоимость по сравнению с изготовлением методом индивидуальной отливки с последующей механической обработкой. [c.210]
Изготовление поршневых колец методом порошковой металлургии устраняет большие потери материала, возникающие при изготовлении чугунных литых колец, сокращает станочный парк, уменьшает в 3—4 раза трудоемкость изготовления. [c.210]
Характеристика материалов, применяемых для изготовления поршневых колец, дана в табл. 195 [42]. [c.210]
За счет совершенствования конструкции цилиндропоршневой группы, системы смазки, улучшения материалов и технологии изготовления поршневых колец в выпускаемых промышленностью тракторных и комбайновых дизелях угар масла снижен до 0,6... 0,7 % к расходу топлива. Предусмотрено его дальнейшее уменьшение до 0,4...0,5 %. [c.215]
Получаемый чугун соответствует ГОСТу на серые и ковкие чугуны, обладающие высокими противокоррозионными, антифрикционными и противозадирными свойствами. Его используют, в частности, для изготовления поршневых колец. [c.109]
Замену поршневого кольца производят при предельном износе колец, при замене поршня после расточки цилиндра, при расточке поршневой канавки. У вновь изготовленных поршневых колец перед установкой должны быть проверены величина коробления и качество прилегания к зеркалу цилиндра. [c.106]
Применение текстолитовых колец позволило повысить коэффициент использования машин избежать износа втулок цилиндров и периодической замены их снизить требования к структуре чугуна, определяющей антифрикционные свойства материала втулок предотвратить разбивание поршневых канавок и замену поршней снизить время приработки в пусковой период уменьшить подачу смазки упростить технологию изготовления поршневых колец. [c.234]
ИЗГОТОВЛЕНИЕ ПОРШНЕВЫХ КОЛЕЦ [c.241]
Наиболее распространенным материалом для изготовления поршневых колец являются чугун СЧ 18-36 и СЧ 24-44 с содержанием фосфора в пределах 0,3—0,5% и серы не более 0,12%. [c.242]
Основные способы изготовления поршневых колец [c.243]
Изготовление поршневых колец из эллиптических маслот. Из эллиптических маслот изготовляют кольца больших размеров с прямым замком внахлестку (внакладку). Маслота должна быть отлита эллиптической формы, соот-ветствуюш ей форме кольца в свободном состоянии, по размерам, учитывающим припуск на механическую обработку. [c.244]
Типовой технологический процесс изготовления поршневых колец приведен в табл. 69. [c.244]
Изготовление поршневых колец диаметром до 350 мм [c.245]
ПРИСПОСОБЛЕНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПОРШНЕВЫХ КОЛЕЦ [c.247]
Наиболее распространенный и доступный для каждого ремонтного цеха технологический процесс изготовления поршневых колец из цилиндрических заготовок включает следующие операции [c.208]
Была проверена возможность получения антифрикционного (с добавками) фторопласта-4 в виде жгута определенного сечения для изготовления поршневых колец. В качестве добавок используются окислы металлов, металлические порошки и др. [c.329]
Композиция антифрикционная. Смесь порошкообразного фторопласта рубленого стекловолокна и смазочного графита с последуюш,ей грануляцией. Применяется для изготовления поршневых колец. [c.243]
Изготовление поршневых колец. Поршневые кольца, как правило, ремонту не подлежат. Износ поршневых колец определяют по увеличению зазора в за.мке по сравнению с первоначальным. Поршневое кольцо заменяют новым, если зазор в замке кольца равен или больше Dn/80, где Dn — диаметр поршня (зазор в замке кольца определяют щупом при нахождении поршневого кольца в месте наименьшего износа цилиндра) в канавках появился зазор (по высоте кольца), превышающий 2,5 Ли, где йн — нормальный монтажный зазор поломаны концы колец или появились трещины на кольце на рабочей поверхности кольца есть задиры, а следы пропуска газов достигают Д окружности кольца производится замена поршня после расточки цилиндра растачивались поршневые канавки при ремонте поршня. [c.237]
Во время ремонта компрессоров или двигателей внутреннего сгорания поршневые кольца нередко изготовляют в механических мастерских КС. Это объясняется тем, что размер колец определяется величиной износа каждого цилиндра и поршня в отдельности. Наиболее распространенный материал для изготовления поршневых колец — чугун СЧ 18—36 и СЧ 24—44 с содержанием фосфора в пределах 0,3—0,5% и серы — не более 0,12%. Структура отливки должна быть перлитной с мелким завихрением или чешуйчатым и равномерно распределенным графитом. Излом отливки должен иметь однородное мелкозернистое строение с матовым оттенком. [c.237]
Материалом для изготовления поршневых колец служит высококачественный перлитный чугун, обладающий высокими механическими и антифрикционными качествами. В зависимости от диаметра колец принимают чугун одной из следующих марок (ГОСТ 1412—54) [c.573]
Поршневые кольца могут изготовляться различными способами, из которых в эксплуатационных условиях находят применение изготовление из цилиндрических болванок (маслот) и изготовление из эллиптических барабанов (маслот). Изготовление поршневых колец из эллиптичес
www.chem21.info
Материалы для изготовления поршневых колец скутера?
Материалы для изготовления поршневых колец скутера выбираются по наличию у них антифрикционных свойств и по условиям, при которых должны работать поршневые кольца. Хорошая эластичность и коррозионная стойкость важны точно также, как и высокая сопротивляемость по отношению к повреждениям при экстремальных условиях эксплуатации. Серый чугун является на сегодняшний день ещё основным материалом, из которого изготавливаются поршневые кольца. С объективной точки зрения серый чугун, с содержащимся в его структуре прослойками графита, обладает отличными антифрикционными свойствами (сухое смазывание графитом).
Они важны особенно тогда, когда смазывание больше не обеспечивается моторным маслом (это касаеться скутеров 4т) или маслянистая плёнка уже разрушена(это касается скутеров 2т). Кроме того, графитовые жилки в структуре кольца являются своеобразным масляным резервуаром и при неблагоприятных условиях эксплуатации мешают разрушению маслянистой плёнки.
В качестве разновидностей серого чугуна используются следующие материалы:
• Чугун с пластинчатой структурой графита (чугун с пластинчатым графитом), обогащённый и необогащённый.
• Чугун с глобулярной структурой графита (чугун с шаровидным графитом), обогащённый и необогащённый.
В качестве стальных материалов используются
хромистая сталь с мартенситной микроструктурой и пружинная сталь. Для повышения износостойкости поверхности колец подвергаются закалке. Это происходит, как правило, с помощью нитрирования*.
* Нитрирование обозначается на языке специалистов также, как азотирование (подача азота) и представляет собой метод для закалки стали. Нитрирование проводится, как правило, при температуре от 500 до 520 °С. Время обработки — от 1 до 100 ч. На поверхности детали благодаря прямой диффузии азота образуется очень твёрдый поверхностный слой межсоединений из нитрида железа. В зависимости от времени обработки он может достигать толщины в 10-30 мкм. Распротранёнными методами являются нитрирование в соляной ванне (например, коленчатых валов), газовое азотирование (поршневых колец) и нитрирование плазмой
Материалы для покрытия рабочей поверхности колец
На рабочие пояски или рабочие поверхности поршневых колец для улучшения его свойств можно наносить покрытие. При этом, прежде всего, на первом плане стоит повышение износостойкости и обеспечение смазывания и уплотнения в экстремальных условиях эксплуатации. Материал для покрытия должен гармонировать как с материалами, из которых изготовлены поршневое кольцо и стенка цилиндра, так и со смазкой. Использование покрытия рабочей поверхности у поршневых колец нашло широкое распространение. Часто кольца двигателей серийного производства имеют покрытие из хрома, молибдена и феррооксида. Но используются также и кольца с CKS (слоями хрома — керамики) или с покрытием, нанесённым методом физического отделения из парообразной фазы (PVD = Physical Vapour Deposition). Нитрид титана (TiN) и азотистый хром (CrN) используются при более мелких сериях производства (прежде всего, у гоночных двигателей).
* Трибология (греч.: учение о трении) включает в себя исследования и технологию действующих изменений поверхностей, движущихся относительно друг друга. Эта наука занимается описанием трения, износа и смазывания.
Молибденирование
Во избежание следов пригара рабочая поверхность компрессионных колец (только не маслосъёмных колец) может быть наполнена молибденом или по всей поверхности им покрываться. Это может происходить как в процессе газопламенного, так и в процессе плазменного напыления. Молибден гарантирует из-за его высокой точки плавления (2620 °С) более высокую термостойкость. Кроме того, благодаря этому методу нанесения покрытия, можно получить пористую структуру материала. В возникающих из-за этого микропустотах на рабочей поверхности колец (рис. 2) может собираться моторное масло, которое гарантирует, что даже при экстремальных условиях эксплуатации ещё имеется достаточно смазки для рабочей поверхности кольца.
Свойства:
• Высокая термостойкость,
• Хорошие антифрикционные свойства.
• Более мягкий чем хром.
• Менее износостойкий чем хромовые кольца (более восприимчив к загрязнениям).
• Более восприимчив к вибрации поршневых колец (вследствие этого выбросы молибдена при экстремальных нагрузках, таких, как, напр., детонационное сгорание и др. сбои процесса сгорания).
Хромирование
Хромовое покрытие может наноситься как гальваническим методом, так и методом плазменного напыления. У маслосъёмных поршневых колец применяется гальваническое нанесение покрытия.
Свойства:
• Большой срок службы (износостойкость).
• Твёрдая,нечувствительная поверхность.
• Меньший износ цилиндров (примерно 50% по сравнению с кольцами без покрытия).
• Хорошая сопротивляемость по отношению к следам пригара.
• Антифрикционные свойства хуже чем при молибденировании.
• По причинехорошей износостойкости необходимо больше времени для приработки, чем у неармированных, маслосъёмных со стальными пластинками или U-образных пружинных маслосъёмных поршневых колец.
Отслаивание покрытия
Время от времени происходит отслаивание напылённого молибденом и феррооксидом покрытия рабочей поверхности. Причиной этому являются в основном ошибки при монтаже поршневых колец (слишком сильное растягивание при надевании на поршень и натягивание колец. При неправильном надевании колец на поршень покрытие разламывается только на спинке кольца. Если нанесеное покрытие на стыковых концах отслаивается, то это указывает на вибрацию поршневого кольца из-за сбоя процесса сгорания (напр., детонационное сгорание).
Обработка рабочей поверхности (обтачивание, притирка, шлифование)
Рабочие поверхности поршневых колец из чугуна, как правило, подвергаются только тонкой обточке. Из-за небольшого времени приработки не армированных колец отказываются от обработки рабочей поверхности шлифованием или притиркой. Рабочие поверхности с нанесённым покрытием или подверженные закалке либо только шлифуются, либо притираются. Причина этого состоит в том, что благодаря хорошей износостойкости это длилось бы очень долго до тех пор, пока кольца приняли бы круглую форму и стали бы хорошо уплотнять. Результатом были бы потеря мощности и высокий расход масла.
Обработка поверхности
В зависимости от конструкции поверхности поршневых колец могут быть либо без покрытия, либо фосфатированными, либо покрытыми медью. Это влияет лишь на антикоррозионные свойства колец. Скутерные кольца без покрытия, хоть они прекрасно и блестят пока новые, они однако, совсем не защищены от появления ржавчины. Фосфатированные кольца имеют матово-чёрную поверхность и защищены слоем фосфата от появления ржавчины.
Покрытые медью кольца также хорошо защищены от ржавчины и имеют лёгкую защиту от образования следов пригара, образующегося во время приработки. Медь обладает определённым эффектом сухой смазки и, вследствие этого, минимально выраженными антифрикционными свойствами при приработке.
На работу колец обработка поверхности, тем не менее не влияет. Таким образом, качество поршневого кольца не зависит от его цвета.
В дальнейшем чугунные кольца II и III ступеней компрессора были заменены текстолитовыми. Технология изготовления текстолитовых поршневых колец намного проще технологии изготовления чугунных колец. Перед установкой текстолитовые кольца в течение 20 ч выдерживали в масляной ванне при температуре 80— 90°С. Для поршневых колец использовали текстолит марки ПТ. Текстолитовые поршневые кольца подтвердили хорошую работоспособность в условиях влажной среды. На протяжении 2000 ч работы не было ни одной [c.222]
Поршневые кольца имеют прорезь, называемую замком. Различают следующие конструкции поршневого замка внахлестку, косой, прямой (рис. 28,а). Лучшие кольца с замками внахлестку, но изготовление их дороже. Чаще всего применяют косые замки, которые также обеспечивают надежную плотность. В горизонтальных компрессорах применяют только уплотнительные кольца. В вертикальных компрессорах уплотнительные кольца располагают в верхних канавках поршня, а в нижней канавке или непосредственно за уплотнительными кольцами ставят маслосбрасывающее кольцо. Оно отличается от уплотнительного тем, что на наружной поверхности кольца имеется скос, образующий конусную поверх- [c.69]
Ремонт поршневых колец. Поршневые кольца служат для уплотнения зазора между поршнем и цилиндром, работают при высоких температуре и давлении в условиях трения. Износ поршневых колец приводит к снижению производительности, а замена их увеличивает простои оборудования в ремонте. Поршневые кольца компрессоров низкого давления при соблюдении правил эксплуатации могут работать без замены десятки лет, а при давлениях нагнетания выше 15 МПа их приходится менять через 3—6 мес Длительность работы поршневых колец зависит от выбора материала, технологии изготовления и качества подгонки. Основные факторы, определяющие работу поршневых колец,— плотность прилегания к зеркалу ци- [c.205]
Специалистам Мелитопольского компрессорного завода удалось создать поршневые кольца из нового материала, изготовленного на основе капрона. Компрессоры с такими кольцами проработали непрерывно в течение 13 тыс. ч ни кольца, ни цилиндры не имели значительных износов. Цикл изготовления новых колец в 10 раз короче, чем чугунных. [c.128]
На отечественном кислородном компрессоре ЗРК 10/30 двойного действия производительностью по нагнетанию 600 м ч эксплуатировались поршни 1 и II ступеней с манжетами, изготовленными из фибры (рис. 60, а). Небольшой срок службы фибровых манжет привел к изменению конструкции поршня и к замене фибровых манжет на фторопластовые поршневые кольца (рис. 60, б). Направляющие кольца этого компрессора сделаны [c.123]
Для уплотнения штоков поршневых насосов и компрессоров, а также запорной и регулирующей арматуры применяют сальниковые уплотнения. Этот тип уплотнения представляет собой кольца различной конфигурации, изготовленные из эластичных прочных материалов, стойких к истиранию, -резины, асбестового волокна, фольги, фторопластовых композиций, полиэтилена, полипропилена. Широко распространена сальниковая набивка из сухого асбеста (АС) в виде шнура, пропитанного антифрикционным составом. Размер шнура круглого или квадратного диаметр (сторона квадрата) 8, 10,13,16,19,22,25,28,32,35,38,42,45 и 50 мм. [c.131]
При сильном износе цилиндров компрессора можно расточить чугунную гильзу, запрессованную в корпус цилиндра, или заменить гильзу целиком. После расточки гильзы должны быть заменены наборные поршни и поршневые кольца, изготовление которых представляет собой значительные трудности. Так как цилиндры растачивают ие чаще одного раза в 10 лет, следует счн-19 [c.291]
Промышленность поставляет предприятиям, эксплуатирующим компрессоры, поршневые кольца только с нормальными размерами (для машин новых марок). Поэтому большинство предприятий, имеющих компрессорное хозяйство, обеспечивает себя поршневыми кольцами, изготовленными в своих же мастерских. [c.232]
Компрессоры без смазки цилиндров с поршневыми кольцами, изготовленными из самосмазывающихся материалов, могут быть и бескрейцкопфными, но с сухим картером, составным коленчатым валом и подшипниками качения, заполненными консистентной смазкой, или с подшипниками, выполненными с применением самосмазывающихся материалов. [c.655]
Наиболее распространенной формой такого уплотнения яв- ляются поршневые кольца компрессоров, насосов, двигателей внутреннего сгорания, изготовленные обычно из серого чугуна различных марок. Для возможности сборки и большей податливости кольца делают разрезными, а для обеспечения более плотного прилегания — несколько большего диаметра, чем внутренний диаметр цилиндра. Для уменьшения утечки замки колец располагают так, чтобы они находились на диаметрально противоположных сторонах поршня, и закрепляют их фиксирующим устройством. Герметичность уплотнения повышается также пленкой масла, вводимого для смазки. [c.372]
Во время ремонта компрессоров или двигателей внутреннего сгорания поршневые кольца нередко изготовляют в механических мастерских КС. Это объясняется тем, что размер колец определяется величиной износа каждого цилиндра и поршня в отдельности. Наиболее распространенный материал для изготовления поршневых колец — чугун СЧ 18—36 и СЧ 24—44 с содержанием фосфора в пределах 0,3—0,5% и серы — не более 0,12%. Структура отливки должна быть перлитной с мелким завихрением или чешуйчатым и равномерно распределенным графитом. Излом отливки должен иметь однородное мелкозернистое строение с матовым оттенком. [c.237]
Различают следующие конструкции поршневого замка внахлестку, косой, прямой. Лучшими являются кольца с замками внахлестку (рис. 30), но они дороже в изготовлении. Чаще всего применяют косые замки, которые также обеспечивают надежную плотность. В горизонтальных компрессорах применяют только уплотнительные кольца. В вертикальных компрессорах уплотнительные кольца располагают в верхних канавках поршня, а в нижней- канавке ставят маслосбрасывающее кольцо. Последние [c.55]
Из полученно
www.chem21.info
Изготовление поршневых колец.
Поршневые кольца изготавливают из чугунных пустотелых цилиндрических отливок, которые перед механической обработкой подвергают искусственному старению для снятия внутренних искажений.
В судоремонтной практике получили распространение три способа изготовления колец: 1. двойной проточки, 2. одинарной проточки с использованием отливки эллиптической формы, 3. тормофиксациии замки.
Способ двойной проточки применяют в судовых условиях. При изготовлении колец этим способом первоначальные размеры маслоты определяют из формул:
= 1,01 - 2S; где S – радиальная толщина кольца, мм.
После предварительной проточки нарезают кольца с припуском по высоте.
H= h+ b; где H – предварительная высота заготовки, мм.
h – высота кольца: b = 0,15-0,2 мм - на шлифовку.
Затем в кольцах вырезают замки. Размер выреза рассчитывают по формуле:
А=(0,1-0,12) , где А – размер выреза, мм.
После этого кольцо стачивают и закрепляют в специальном приспособлении для наружной проточки на окончательный размер D = . В другом приспособлении кольца растачиваются на окончательный внутренний размер d = -2S, который зависит от глубины канавки на поршне с учетом утопания кольца в канавке. Далее торцы кольца окончательно шлифуются, припиливают стыки замков для установки необходимого теплового зазора.
Этот способ прост и доступен, но весьма трудоемок и дает большое количество отходов металла в стружку.
Способ одинарной проточки – более перспективен. При нем маслоту отливают в виде эллипса неправильной формы, одинаковой с формой обработанного готового кольца в его свободном состоянии. В начале изготавливают модель маслоты для поршневых колец с наружным диаметром и внутренним диаметром длиной не более 300 мм.
Модель разрезают по всей длине, разрез слегка разводят и в него вставляют деревянную вставку Sс отрезком. При этом модель принимает овальную форму. По модели отливают чугунные барабаны.
Торцы колец измеряют на плоскошлифованной стенке. Далее в кольцах вырезают замки, укладывают их в специальные приспособления в сжатом состоянии и на токарном станке проводят чистовую обработку колец по внутреннему и наружному диаметрам. Изготовленные таким способом поршневые кольца обладают более равномерной упругостью по всей окружности.
Термодификсация замка. При этом способе кольца, изготовление из цилиндрической маслоты с припуском на обработку 0,6 – 0,8 мм. по наружному и внутреннему диаметру и 0,1 – 0,15 мм. по торцам, разрезают дисковой фрезой. Затем их набирают на оправку, разводят стыки до ширины, равной пятикратной радиальной толщине кольца, и сжимают с торцов. Оправку с кольцам помещают в термопечь и нагревают до 580-620 0С, выдерживают 1,5 – 2 часа, затем температуру снижают до 350-400 0С и в дальнейшем охлаждают на воздухе. Затем кольца обрабатывают по наружным и внутреннему диаметрам и шлифуют.
Данный способ способствует хорошей первоначальной упругости изготовленных поршневых колец. Однако под действием высоких температур и переменных нагрузок остаточные напряжения быстро исчезают и кольца утрачивают это свойство.
Ремонт шатунов.
Наиболее характерными дефектами шатунов являются:1. Изгиб и скручивание. 2. Выработка посадочных мест под втулку верхней головки и под вкладыш нижний.3. Наклеп, забоины или деформация плоскости стыка нижней головки.4. Износ опорных поверхностей под головку и чайку шатунных болтов. 5. Износ шатунных болтов и подшипников шатуна.
При дефектации шатуны компрессоров проверяют магнитной или капиллярной дефектоскопией на присутствие трещин. При наличии трещин шатуны выбраковываются.
Предельно допустимые при эксплуатации овальность и конусность поверхностей А и В шатуна не должны превышать 0,1 мм. Износ постели шатунного вкладыша определяют после сборки нижней головки шатуна с калиброванной прокладкой в разъеме и обжатых шатунных болтах.
Овальность и конусность поверхности А устраняют шабрением. Частота поверхности должна быть не менее 6 класса. Овальность и конусность поверхности В ликвидируют шлифованием поверхности разъема нижней головки шатуна с последующей коллибровкой или разшлифовкой нижней головки шатуна на станке. При этом частота поверхности должна быть не менее 8 класса.
После механической обработки плоскостей разъема на плите с помощью индикатора проверяют параллельность плоскости разъема шатуна и крышки к образующей отверстия. Не параллельность плоскостей разъема относительно образующих допускается не более 0,06 мм. на 100мм. длины.
Изгиб и скручивание шатуна проверяют с помощью контрольных валиков на проверочной плите. Нижнию головку шатуна с валиком устанавливают на призмах. Под верхнюю головку ставят подставку. Разность расстояний между валиками, замеренных микроштихмассом с двух сторон покажет величину изгиба шатуна. Непараллельность осей поверхностей А и В допускается не более 0,02 мм. на 100 мм. длины. Разность расстояний от плиты до верхней образующей контрольного валика верхней головки шатуна, замеренных индикатором с двух сторон, покажет величину скручивания. Отклонения от общей плоскости осей поверхностей А и В допускается не более 0,06 мм. на 100 мм. длины.
Дата добавления: 2016-07-22; просмотров: 3737;
Похожие статьи:
poznayka.org
Способ изготовления поршневых колец
Изобретение относится к области металлообработки. Способ включает соединение в один пакет (Р) нескольких поршневых колец (1), обработку внешней боковой поверхности (2, 2') пакета по цилиндрической поверхности и нанесение на обработанную цилиндрическую боковую поверхность (2, 2') износостойкого гальванического хромового покрытия (3). Износостойкое хромовое покрытие (3) наносят с постоянной толщиной в пределах всего пакета (Р), а затем обрабатывают с образованием рабочей поверхности (4), имеющей одну зону с максимальной и по меньшей мере одну зону с минимальной толщиной слоя покрытия. Поршневое кольцо изготовлено способом, приведенным выше, и имеет износостойкое гальваническое хромовое покрытие (3), контур которого повторяет контур рабочей поверхности (4). Технический результат: упрощение способа изготовления поршневых колец и получение покрытия в зоне рабочей поверхности поршневого кольца с оптимальными характеристиками. 2 н. и 10 з.п. ф-лы, 1 ил.
Изобретение касается способа изготовления поршневых колец, в частности компрессионных поршневых колец.
Как правило, поршневые кольца изготавливаются таким образом, чтобы в зоне их внешней боковой поверхности обработка выполнялась по цилиндрической поверхности. В заключение, например посредством наружного обтачивания, выполняется изготовление требуемого контура, так называемого контура рабочей поверхности. На такой предварительно заданный нецилиндрический контур рабочей поверхности затем наносится износостойкое покрытие, например хромовое покрытие, которое оседает на изготовленном контуре и повторяет его форму. Окончательную форму рабочей поверхности придают, например, с помощью круглой доводки. Для того чтобы выполнить эту технологическую операцию за определенное время и изготовить изделие правильной бочкообразной формы, необходимо, чтобы контур рабочей поверхности очень близко повторял изготавливаемый контур.
Технологическая операция наружного обтачивания для изготовления требуемого контура внешней боковой поверхности требует больших затрат времени и средств.
В публикации DE 3144335 С2 представлен способ изготовления деталей с симметричной формой вращения, в которых предусмотрено износостойкое покрытие, в частности поршневых колец, согласно которому заготовки пакетируются и зажимаются по центру на стержне, внешняя поверхность которых затем покрывается износостойким покрытием, и в заключение пакет вновь разделяется на отдельные детали. Перед нанесением покрытия пакетированные детали проверяются в осевом направлении, причем для каждой касательной плоскости отдельной детали устанавливается осевое положение, которое записывается в памяти запоминающего устройства, и после нанесения на заготовку покрытия эти данные передаются на один или несколько обрабатывающих инструментов для определения касательных плоскостей.
Из публикации DE 19809659 С1 известен способ изготовления поршневых колец, в частности для двигателей внутреннего сгорания, посредством отрезки отдельных колец из некруглых втулок из металлических заготовок. Эти втулки изготавливаются с помощью термического шприцевания материала для шприцевания на наружную поверхность стержня, служащего в качестве формирующего тела, причем стержень на поверхности имеет маркировку, которая определяется по удару, и на поверхность оболочки втулки наносится покрытие, которое используется как слой смазки, благоприятствующий скольжению, и в заключение поршневые кольца отрезаются и выбиваются из втулки.
В основу изобретения положена задача предложить более простой способ для изготовления поршневых колец, в частности компрессионных поршневых колец, который, в отличие от использующегося до настоящего времени способа, является более оптимальным и требует меньших затрат.
Кроме того, задачей изобретения является создание поршневого кольца, изготовленного этим способом, которое имеет оптимальное покрытие в зоне рабочей поверхности.
Задача решается посредством того, что несколько поршневых колец, в частности компрессионных поршневых колец, соединяются в пакет, и в зоне их внешней боковой поверхности выполняется их обработка по цилиндрической поверхности, затем в пределах всего пакета наносится износостойкое покрытие с постоянной толщиной слоя, и в заключение это покрытие таким образом обрабатывается, что образуется рабочая поверхность, которая имеет одну зону с максимальной и по меньшей мере одну зону с минимальной толщиной слоя.
Преимущественные осуществления предложенного в изобретении способа указаны в соответствующих зависимых пунктах формулы изобретения.
Эта задача решается также посредством одного поршневого кольца, в частности компрессионного поршневого кольца, изготовленного в соответствии с предложенным в изобретении способом, содержащим одно основное тело с цилиндрической внешней объемной поверхностью, на которую наносится износостойкое покрытие, причем исключительно это покрытие имеет контур, повторяющий контур рабочей поверхности.
Преимущественные формулы осуществления предложенного в изобретении поршневого кольца представлены в соответствующих зависимых пунктах формулы изобретения.
Посредством предложенного в изобретении способа можно отказаться от технологической операции наружного обтачивания контура, причем, в отличие от используемого в настоящее время способа, этот способ позволяет сэкономить время и, соответственно, требует меньших затрат. Преимущественно, поршневые кольца, в частности компрессионные поршневые кольца, совместно соединяются в пакет, например, на стержне, так чтобы этот пакет мог затем обрабатываться по цилиндрической поверхности в зоне его внешней боковой поверхности, образующей рабочую поверхность.
Как известно из общего уровня техники, внешняя боковая поверхность пакета может обрабатываться по цилиндрической поверхности с помощью профильной обточки.
В случае необходимости, обработанная таким образом внешняя боковая поверхность может подвергаться дополнительной шлифовке по цилиндрической поверхности. Даже в том случае, если эта дополнительная шлифовка не требуется, по сравнению с технологической операцией контурной обточки можно также получить экономию, обусловленную тем, что, как при гальваническом нанесении покрытия, так и при заключительной обработке объема, образуется мало отходов, в частности, при малых значениях толщины хромового покрытия.
Поскольку обработке подвергается меньшая площадь поверхности, принципиально можно гальванически хромировать гладкий цилиндр с меньшими затратами на электроэнергию, чем стержень, состоящий из колец, прошедших предварительную обработку профилированием. Таким образом, помимо меньшего расхода электроэнергии следует ожидать также лучшего распределения покрытия на внешних боковых поверхностях, обработанных по цилиндрической поверхности.
В заключение, для того чтобы получить окончательный контур рабочей поверхности, износостойкое покрытие с предварительно заданной толщиной обрабатывается, например, с помощью профильного шлифования.
В соответствии с другой формой осуществления изобретения, износостойкому покрытию придается бочкообразная форма, причем в опорной зоне, в которой рабочая поверхность впоследствии будет прилегать к сопряженной поверхности, толщина покрытия имеет максимальное значение, которое таким образом уменьшается по направлению по меньшей мере к одному краю рабочей поверхности поршневого кольца, что здесь толщина покрытия имеет минимальное значение.
В зависимости от применения, эта опорная зона может быть предусмотрена либо по середине, т.е. приблизительно на расстоянии, соответствующем половине высоты поршневого кольца по оси, либо в краевой зоне.
С помощью инструмента для профильного шлифования можно изготовить, соответственно, требуемый контур рабочей поверхности, не опасаясь, что материал поршневого кольца попадет в краевые зоны поршневого кольца.
Предмет изобретения показан на чертеже со ссылкой на пример выполнения и описывается ниже.
На чертеже показаны два примера для изготовления поршневых колец, в частности компрессионных поршневых колец. В обоих примерах основные тела 1, например из серого чугуна, соединяются в один большой пакет Р и подвергаются профильной обточке таким образом, что образуется внешняя цилиндрическая боковая поверхность 2.
В примере, изображенном слева, на цилиндрическую боковую поверхность 2 непосредственно наносится гальванически износостойкое хромовое покрытие 3 с заданной толщиной а. Теперь исключительно это покрытие 3 обрабатывается таким образом с помощью инструмента для профильного шлифования (не показан), что изготавливается бочкообразный контур 4, который в этом примере в краевой зоне рабочей поверхности 5 имеет максимальную толщину а′, в то время, как толщина покрытия в другой краевой зоне рабочей поверхности 6 предусмотрена минимальной.
В примере, изображенном справа, после цилиндрической профильной обточки выполняется дополнительная обработка, а именно шлифование цилиндрической поверхности, в результате которой, посредством дополнительного минимального съема материала, обработанная с помощью профильной обточки цилиндрическая поверхность 2 приобретает вид другой цилиндрической внешней поверхности 2′. Аналогично примеру, изображенному слева, теперь на указанную наружную боковую поверхность 2′ наносится гальваническим методом износостойкое хромовое покрытие 3, которое, в отличие от примера, изображенного слева, имеет меньшую толщину b. Аналогично примеру, изображенному слева, исключительно это покрытие 3 таким образом обрабатывается с помощью соответствующего инструмента для профильного шлифования (не показан), что образуется бочкообразный контур 4. Так же, как показано на примере, изображенном слева, толщина покрытия b′ в левой краевой зоне рабочей поверхности 5 выполнена большей, чем в правой краевой зоне рабочей поверхности 6.
Для того чтобы обеспечить минимальное износостойкое покрытие также в краевой зоне 6, следует при расчете гальванически наносимого покрытия a, b задать его толщину, чтобы впоследствии при профильном шлифовании это покрытие 3 в краевой зоне 6 невозможно было сошлифовать до основного материала основного тела 1. Минимальную толщину а′, b′ хромового покрытия 3 следует измерять в месте опоры, то есть в самой выпуклой точке. Теоретически минимальная толщина а′, b′ в этом месте рассчитывается при величине выпуклости и требуемой величине надежности в краевой зоне 6.
1. Способ изготовления поршневых колец, включающий соединение в один пакет (Р) нескольких поршневых колец (1), обработку внешней боковой поверхности (2, 2') пакета по цилиндрической поверхности и нанесение на обработанную цилиндрическую боковую поверхность (2, 2') износостойкого гальванического хромового покрытия (3), отличающийся тем, что износостойкое хромовое покрытие (3) наносят с постоянной толщиной в пределах всего пакета (Р), а затем обрабатывают с образованием рабочей поверхности (4), имеющей одну зону с максимальной и по меньшей мере одну зону с минимальной толщиной слоя покрытия.
2. Способ по п.1, отличающийся тем, что поршневые кольца являются компрессионными поршневыми кольцами.
3. Способ по п.1, отличающийся тем, что внешнюю боковую поверхность (2) пакета (Р) обрабатывают с помощью профильной обточки.
4. Способ по любому из пп. 1-3, отличающийся тем, что предварительно обработанную внешнюю боковую поверхность (2), при необходимости, для изготовления цилиндрической боковой поверхности (2') с уменьшенной толщиной слоя подвергают дополнительной шлифовке.
5. Способ по любому из пп. 1-3, отличающийся тем, что износостойкое покрытие (3) подвергают механической обработке, в частности профильному шлифованию.
6. Способ по п.4, отличающийся тем, что износостойкое покрытие (3) подвергают механической обработке, в частности профильному шлифованию.
7. Способ по любому из пп. 1-3, 6, отличающийся тем, что износостойкое покрытие (3) подвергают обработке, при которой ему придают бочкообразную форму, причем в опорной зоне, в которой рабочая поверхность (4) прилегает к сопряженной поверхности, покрытие имеет максимальную толщину, которая таким образом уменьшается по направлению по меньшей мере к одной краевой зоне (6), что здесь толщина покрытия имеет минимальное значение.
8. Способ по п.4, отличающийся тем, что износостойкое покрытие (3) подвергают обработке, при которой ему придают бочкообразную форму, причем в опорной зоне, в которой рабочая поверхность (4) прилегает к сопряженной поверхности, покрытие имеет максимальную толщину, которая таким образом уменьшается по направлению по меньшей мере к одной краевой зоне (6), что здесь толщина покрытия имеет минимальное значение.
9. Способ по п.5, отличающийся тем, что это износостойкое покрытие (3) подвергают обработке, при которой ему придают бочкообразную форму, причем в опорной зоне, в которой рабочая поверхность (4) прилегает к сопряженной поверхности, покрытие имеет максимальную толщину, которая таким образом уменьшается по направлению по меньшей мере к одной краевой зоне (6), что здесь толщина покрытия имеет минимальное значение.
10. Поршневое кольцо, изготовленное способом по любому из пп.1-8, с износостойким гальваническим хромовым покрытием (3), контур которого повторяет контур рабочей поверхности (4).
11. Поршневое кольцо по п.10, отличающееся тем, что поршневое кольцо является компрессионным поршневым кольцом.
12. Поршневое кольцо по п.10 или 11, отличающееся тем, что контур рабочей поверхности (4) имеет бочкообразную форму.












 Материалы для изготовления поршневых колец скутера выбираются по наличию у них антифрикционных свойств и по условиям, при которых должны работать поршневые кольца. Хорошая эластичность и коррозионная стойкость важны точно также, как и высокая сопротивляемость по отношению к повреждениям при экстремальных условиях эксплуатации. Серый чугун является на сегодняшний день ещё основным материалом, из которого изготавливаются поршневые кольца. С объективной точки зрения серый чугун, с содержащимся в его структуре прослойками графита, обладает отличными антифрикционными свойствами (сухое смазывание графитом).
Материалы для изготовления поршневых колец скутера выбираются по наличию у них антифрикционных свойств и по условиям, при которых должны работать поршневые кольца. Хорошая эластичность и коррозионная стойкость важны точно также, как и высокая сопротивляемость по отношению к повреждениям при экстремальных условиях эксплуатации. Серый чугун является на сегодняшний день ещё основным материалом, из которого изготавливаются поршневые кольца. С объективной точки зрения серый чугун, с содержащимся в его структуре прослойками графита, обладает отличными антифрикционными свойствами (сухое смазывание графитом).